

| Сварочный инвертор ИТС-275 | Нажмите, чтобы увеличить |






|
ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ ИНВЕРТОРНЫЙ ИТС-275 |
|
Выпрямитель для дуговой сварки инверторный ИТС-275 предназначен для ручной дуговой сварки на постоянном токе покрытыми электродами углеродистых, легированных и коррозионностойких сталей (режим РД [MMA]), резки и строжки металла угольными или металлическими электродами, а также для аргонодуговой сварки неплавящимся электродом на постоянном токе (режим РАД [TIG]) изделий из чугуна, стали и цветных металлов (кроме алюминия). |
|
ОСНОВНЫЕ ОСОБЕННОСТИ |
|
и НПП ФЕБ |
| • Выпрямитель имеет падающие внешние характеристики. |
| • Питание выпрямителя может осуществляться как от промышленной сети переменного тока, так и от автономного источника питания. |
| • Основой выпрямителя является высокочастотный полупроводниковый преобразователь с быстродействующей системой автоматического регулирования, поддерживающий заданные выходные параметры аппарата. |
| • Выпрямитель выполнен в металлическом корпусе, состоящем из каркаса с передней и задней панелями и съемным кожухом. Сверху кожуха установлена ручка для переноски выпрямителя в процессе его эксплуатации. |
| • На передней панели выпрямителя расположены: панель управления источником, светодиодные индикаторы, разъем подключения ПДУ, силовые разъемы для подключения сварочных кабелей (кабеля с электрододержателем и кабель заземления), выпрямитель может комплектоваться защитной пластиной для препятствия механических повреждений ручки энкодера. |
| • В выпрямителе реализована система принудительного воздушного охлаждения. Продув горизонтальный, вентилятор расположен в задней части выпрямителя, охлаждение обеспечивают алюминиевые радиаторы. Вентилятор включается во время работы выпрямителя под нагрузкой и отключается в режиме ожидания (холостого хода). | • При перегреве силовых транзисторов срабатывает тепловая защита (выключается сварочный ток) и загорается символ "ПЕРЕГРУЗКА" на семисегментном индикаторе панели управления. |
| • Дополнительно выпрямитель может быть оснащен защитным каркасом, выполненным из стальной трубы. Каркас защищает корпус и органы управления от возможных боковых ударов и падения. | • Проверка входящего питающего напряжения. Выпрямитель может работать если сетевое напряжение находится в пределах 300-450 В. При напряжении ниже или выше этих пределов выдает сообщение об ошибке. |
| • Выпрямитель сохраняет последние использованные сварочные параметры и устанавливает их при включении. |
• В выпрямителе предусмотрена возможность выбора сварочного задания (5 заданий) и настройка сварочных параметров для каждого из 4-х режимов сварки:
- ручная дуговая сварка электродами с основным покрытием; - ручная дуговая сварка электродами с целлюлозным покрытием; - ручная аргонодуговая сварка неплавящимся электродом; - импульсная ручная дуговая сварка. |
| • Возможно применение устройства компенсации магнитного потока КМП-02 | |
|
• Для режима ручной дуговой сварки основным и целлюлозным электродом (РД [MMA]) действуют три настраиваемых параметра сварки:
- Величина Горячего старта (HOT START) - кратковременного повышения сварочного тока при возбуждении дуги. Облегчает начальный этап сварки, форсирует начальный расплав электрода и формирование сварочной ванны. Устанавливается в процентах от установленного сварочного тока (0-100%). - Время горячего старта (HOT START). Устанавливается в пределах от 0,0-3,0 секунд с шагом 0,1 сек. - "Форсирование Дуги" (ARC FORCE) обеспечивает увеличение сварочного тока при уменьшении дугового промежутка и в коротком замыкании. Режим предназначен для уменьшения вероятности залипания электрода и увеличения проплавляющей способности дуги. Увеличение тока устанавливается от 0 до 100% сварочного тока. |
• Импульсный режим РД [MMA] предполагает чередование включения базового тока и тока паузы (для охлаждения сварочной ванны). Сварочный процесс имеет следующую форму:
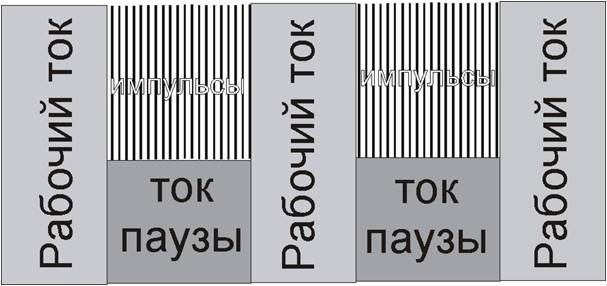
Рабочий ток - настраиваемый с основной ручки или пульта в момент готовности или во время сварки. Ток паузы - чаще всего минимальное значение сварочного тока, применяемое к данному типу и диаметру электрода Во время действия паузы источник генерирует пучок стабилизирующих узких импульсов для поддержания рабочего состояния дуги. Амплитуда этих импульсов устанавливается равной величине рабочего тока, длительность – настраиваемая. • Настраиваемые параметры для Импульсного режима РД (помимо приведенных слева, как для Основного и Целлюлозного): - Период действия рабочего тока в секундах. Диапазон регулировки от 0,0 до 3,0 сек. с шагом 0,1 сек. При значении 0,0 - рабочий ток не действует. - Ток в паузе в Амперах. - Период действия тока Паузы в секундах. Диапазон регулировки от 0,0 до 3,0 сек. с шагом 0,1 сек. При значении 0,0 - ток паузы не формируется. - Длительность стабилизирующих импульсов во время действия паузы. В миллисекундах. Диапазон регулировки 0-50 мсек. При значении равном 0 - импульсы не формируются. |
|
• Настраиваемые параметры для режима сварки неплавящимся электродом РАД [TIG]:
- Ток поджига в амперах. Диапазон регулировки от 40 до 300 А с шагом 1 А. - Период действия нарастания тока сварки в амперах. Диапазон регулировки от 0,2 до 5,0 сек. с шагом 0,1 сек. - Период действия спада тока сварки в амперах. Диапазон регулировки от 0,5 до 5,0 сек. с шагом 0,1 сек. - Ток заварки картера в амперах. Диапазон регулировки от 40 до 300 А с шагом 1 А. - Ток основной в амперах. Диапазон регулировки от 40 до 300 А с шагом 1 А. |
|
|
• Способ возбуждения дуги при сварке в режиме РАД [TIG] – контактный ("лифт", LIFT ARC)*.
*Возможно специсполнение: Способ возбуждения дуги при сварке в режиме РАД [TIG] – бесконтактный (высокочастотный, HF с помощью осциллятора) |
|
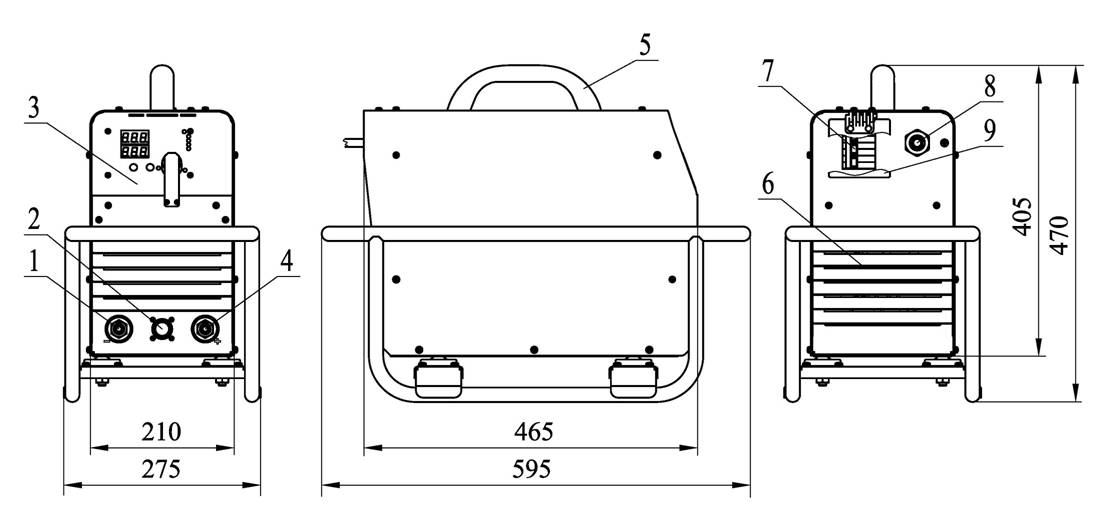
Общий вид, габаритные размеры выпрямителя |
|||
|
|||
|
1. Силовой разъем "-";
|
6. Вентилятор;
|
||
|
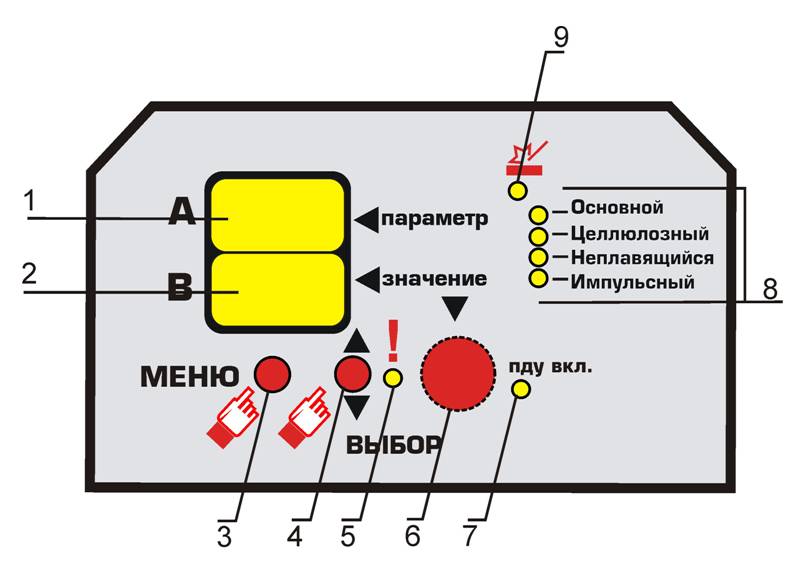
ПАНЕЛЬ ИНДИКАЦИИ И УПРАВЛЕНИЯ СВАРОЧНОГО ВЫПРЯМИТЕЛЯ |
|||
|
|||
|
1-Трехразрядный семисегментный индикатор красного цвета "ТОК (А) / ПАРАМЕТР".
|
4-Кнопка "ВЫБОР".
|
||
| + Технические характеристики |






