
| Устройство контроля длины дуги УКДД-01 | Нажмите, чтобы увеличить |
|
Устройство контроля длины дуги УКДД-01 |
|
Устройство контроля длины дуги УКДД-01 предназначено для стабилизации длины сварочной дуги в процессе сварки изделий неплавящимся электродом в защитных газах. |
|
Регулировка осуществляется от собственной системы управления. |
|
В процессе работы реализуется известная функция автоматического регулирования напряжения на дуге (АРНД). |
|
Включение системы регулирования может осуществляться как от собственной системы управления (при местном управлении), так и от внешней системы управления сварочным ком-плексом (при дистанционном управлении). |
| + Технические характеристики |
|
СОСТАВ ИЗДЕЛИЯ И КОМПЛЕКТ ПОСТАВКИ |
|
|
В состав УКДД-01 входят:
|
|
|
|
|
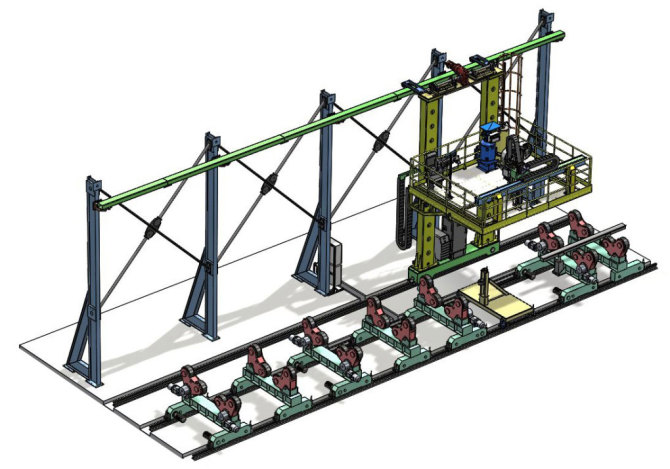
Рис. 1. Устройство контроля длины дуги. Общий вид |
|
|
1. Устройство контроля длины дуги УКДД-01; 2. Суппорт; 3. Блок согласования БС; 4. Комплект монтажных частей; |
5.1. Провод питания*; 5.2. Провод управления (между блоком управления и суппортом)*; 5.3. Ответные части разъёмов, комплект**; 6. Комплект эксплуатационной документации. |
|
* необходимость поставки и длина проводов управления определяется при заказе
|
|
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
|
Устройство контроля длины дуги позволяет запускать и останавливать процесс регулирования длины дуги, настраивать эталонное напряжение и измерять текущее в процессе сварки, задавать размеры зазора между электродом и изделием, размеры высоты отвода сварочной горелки после сварки, а также регулировать скорости подъёма и отвода горелки. Некоторые параметры можно подстраивать как при наладке, так и в рабочем цикле. |
|
|
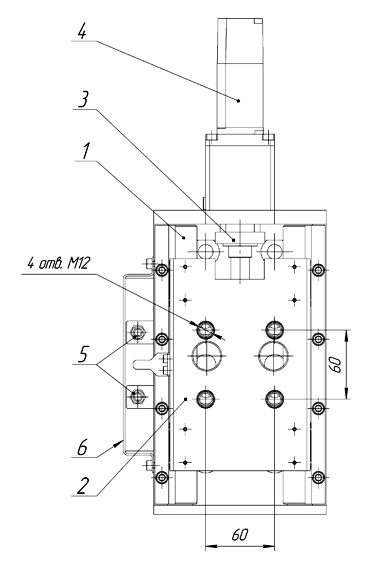
Основной механической частью системы является суппорт (рис. 2). Его конструкция основана на линейных направляющих 1, по которым на ползунах (линейных шариковых подшипниках) перемещается каретка 2. Перемещение каретки механизировано при помощи сервопривода 4 и шарико-винтовой пары 3. Бесконтактные конечные выключатели 5, установленные под кожухом 6 суппорта, информируют систему о положении каретки. |
|
|
На каретке суппорта закрепляется держатель сварочной горелки. |
|
|
|
|
Рис. 2. Суппорт. Общий вид |
|
|
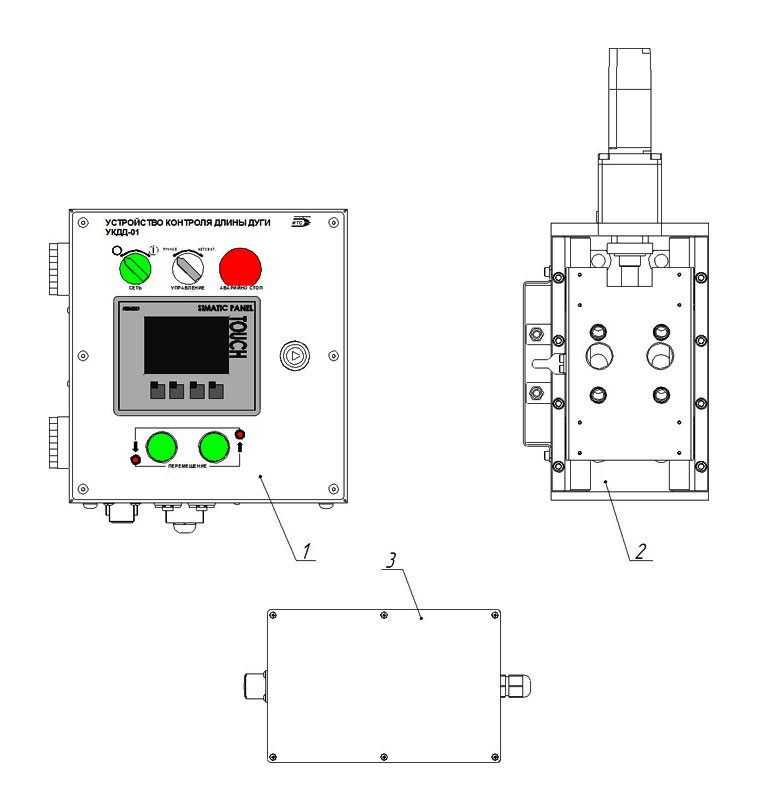
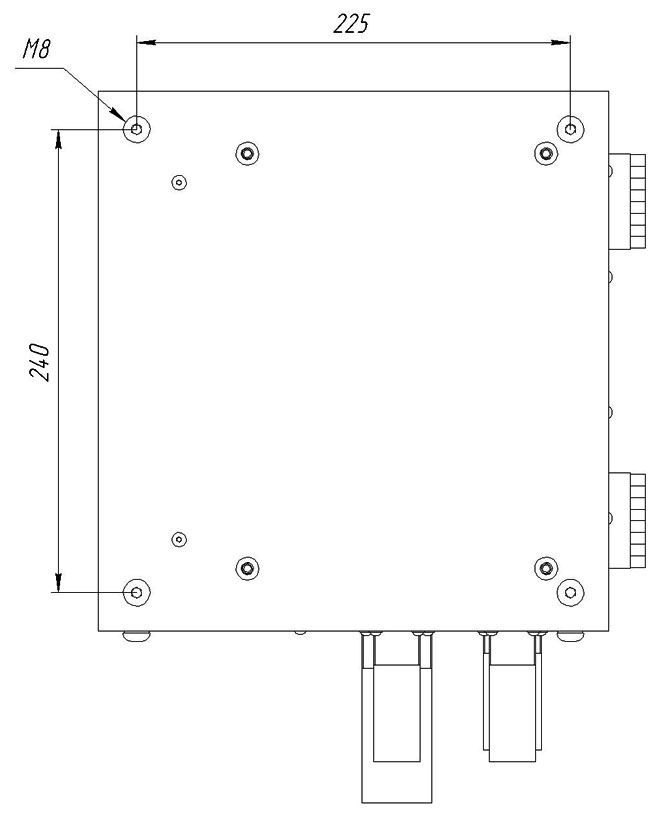
Устройство контроля длины дуги (рис. 3 и 4) включает в себя: контроллер, сенсорную панель оператора, частотный преобразователь, блок питания 24VDC, набор переключателей и разъёмов. |
|
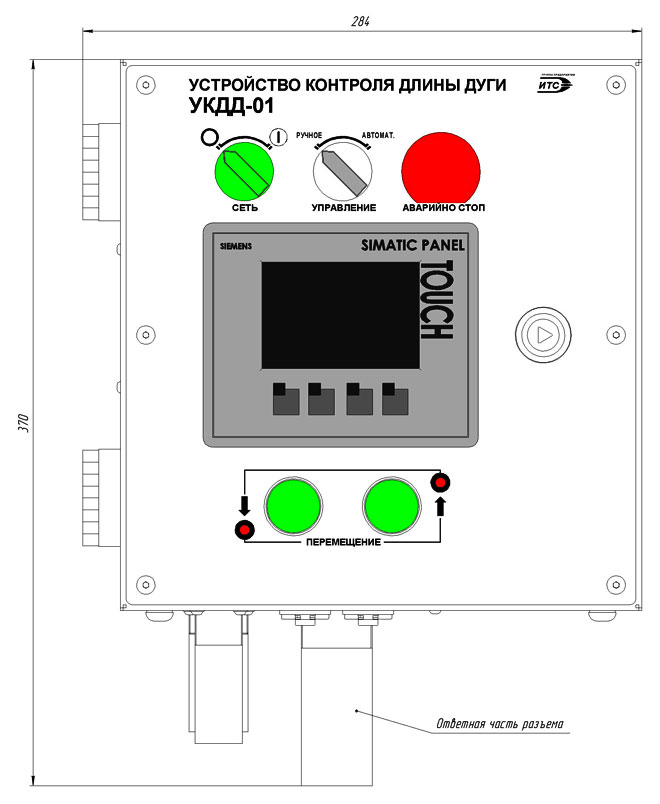
Вид спереди |
Вид сзади |
|
Рис. 3. Устройство контроля длины дуги УКДД-01 |
|
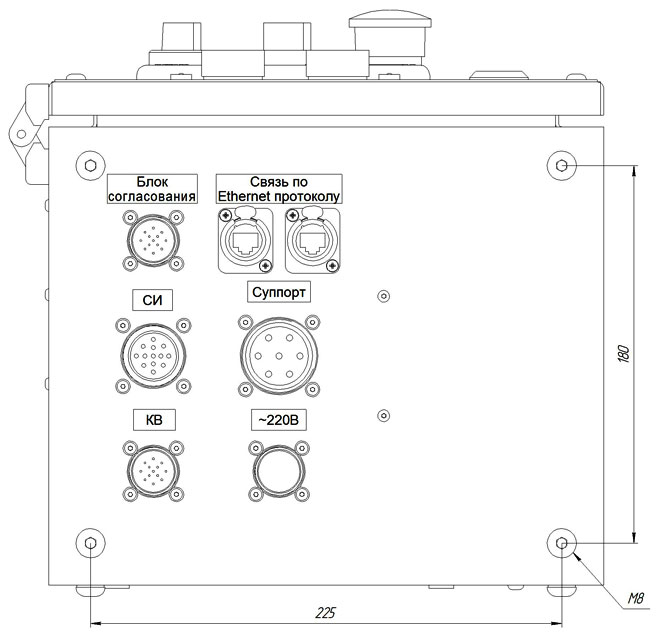
Рис. 4. Устройство контроля длины дуги УКДД-01.
|
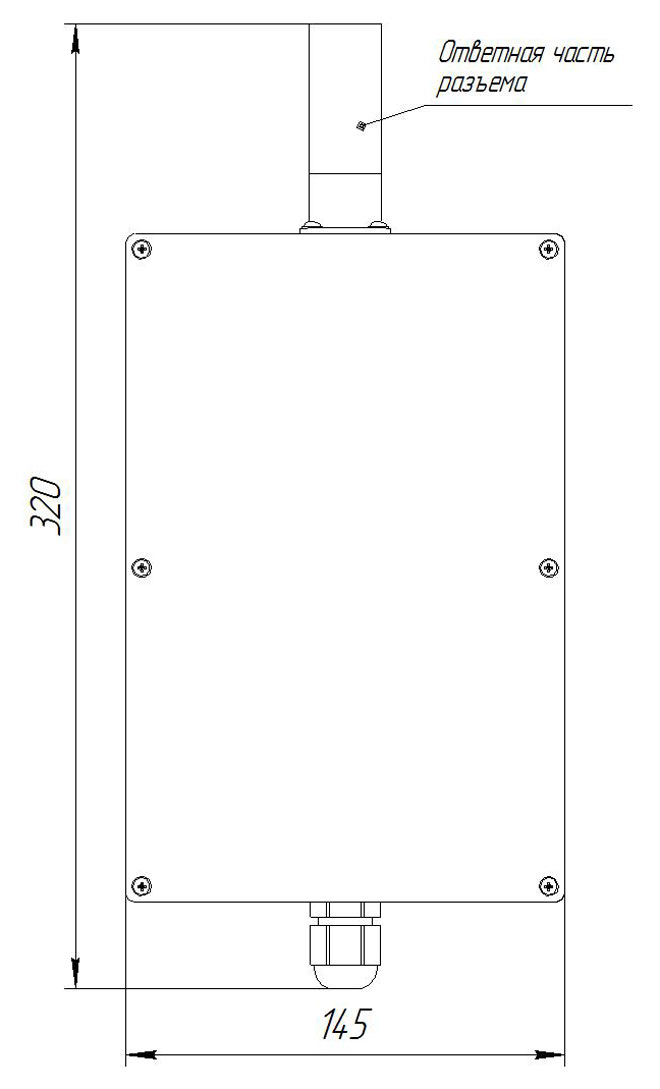
Рис. 5. Блок согласования БС. Вид спереди |
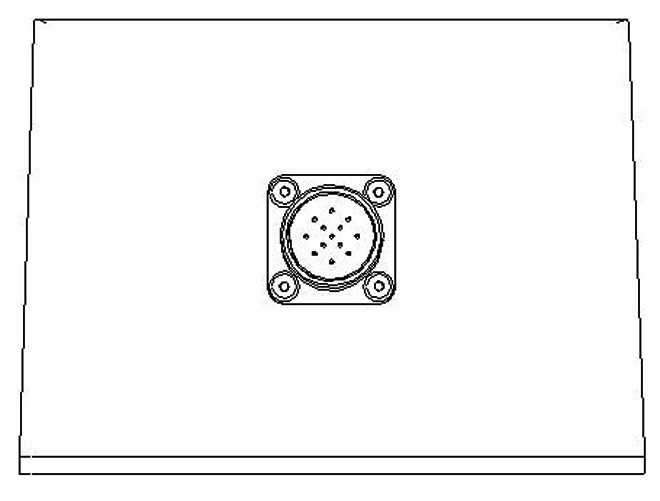
Рис. 6. Блок согласования БС. Вид сверху |
|
|
Блок согласования БС (рис. 5 и 6) включает в себя реле, разъём и плату. Блок согласования предназначен для согласования сигналов устройства контроля и сварочного источника при касании электродом изделия. |
|


