

| Инвертор сварочный Лидер-226 | Нажмите, чтобы увеличить |





|
ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ ЛИДЕР-226 |
|
Выпрямитель для дуговой сварки ЛИДЕР-226 предназначен: • для ручной дуговой сварки на постоянном токе покрытыми электродами углеродистых, легированных и коррозионностойких сталей (режим РД [MMA]); • для аргонодуговой сварки неплавящимся электродом на постоянном токе (режим РАД [TIG]) изделий из чугуна, стали и цветных металлов (кроме алюминия). |
|
ОСНОВНЫЕ ОСОБЕННОСТИ |
|
и НПП ФЕБ |
| • Выпрямитель имеет падающие внешние характеристики. |
| • Питание выпрямителя может осуществляться как от промышленной сети переменного тока, так и от автономного источника. |
| • Основой выпрямителя является высокочастотный полупроводниковый преобразователь (IGBT-транзисторы, рабочая частота 80 кГц) с быстродействующей системой автоматического регулирования, поддерживающий заданные выходные параметры аппарата. Так же выпрямитель устойчив к перепадам сетевого напряжения, и сохраняет работоспособность вплоть до падения напряжения питания до 140 В. |
| • Выпрямитель выполнен в металлическом корпусе, состоящем из каркаса с передней и задней панелями и съемным кожухом. Сверху кожуха установлена ручка для переноски выпрямителя в процессе его эксплуатации. |
| • На панели управления сварочного выпрямителя расположены дискретные светодиодные индикаторы, трехразрядный семисегментный индикатор, кнопки выбора режимов и ручка установки параметров. |
| • В выпрямителе реализована система принудительного воздушного охлаждения. Продув горизонтальный, вентилятор расположен в задней части выпрямителя, охлаждение обеспечивают алюминиевые радиаторы. Вентилятор включается во время работы выпрямителя под нагрузкой и отключается в режиме ожидания (холостого хода). | • При перегреве силовых транзисторов срабатывает тепловая защита (выключается сварочный ток) и загорается символ "ПЕРЕГРУЗКА" на семисегментном индикаторе панели управления. |
| • В выпрямителе есть возможность выбрать режим сварки РД[MMA] или РАД[TIG]. | • Выпрямитель сохраняет последние использованные сварочные параметры и устанавливает их при включении. |
|
• Для режима ручной дуговой сварки покрытым электродом (РД [MMA]) действуют три настраиваемых параметра сварки:
- Величина Горячего старта (HOT START) - кратковременного повышения сварочного тока при возбуждении дуги. Облегчает начальный этап сварки, форсирует начальный расплав электрода и формирование сварочной ванны. Устанавливается в процентах от установленного сварочного тока (0-100%). - Время горячего старта (HOT START). Устанавливается в миллисекундах. - "Форсирование Дуги" (ARC FORCE) обеспечивает увеличение сварочного тока при уменьшении дугового промежутка и в коротком замыкании. Режим предназначен для уменьшения вероятности залипания электрода и увеличения проплавляющей способности дуги. Устанавливается в % от тока уставки . - Ток уставки (Сварочный ток, А). Регулируется ручкой до или во время процесса сварки. |
|
|
• Настраиваемые параметры для режима сварки неплавящимся электродом РАД [TIG]:
- Ток поджига в амперах. - Период действия нарастания тока сварки, секунд. - Период действия спада тока сварки, секунд. - Ток паузы, в амперах. - Ток уставки (Основной сварочный ток, А). Регулируется ручкой до или во время процесса сварки. |
|
| • Способ возбуждения дуги при сварке в режиме РАД [TIG] – контактный ("лифт", LIFT ARC). | |
|
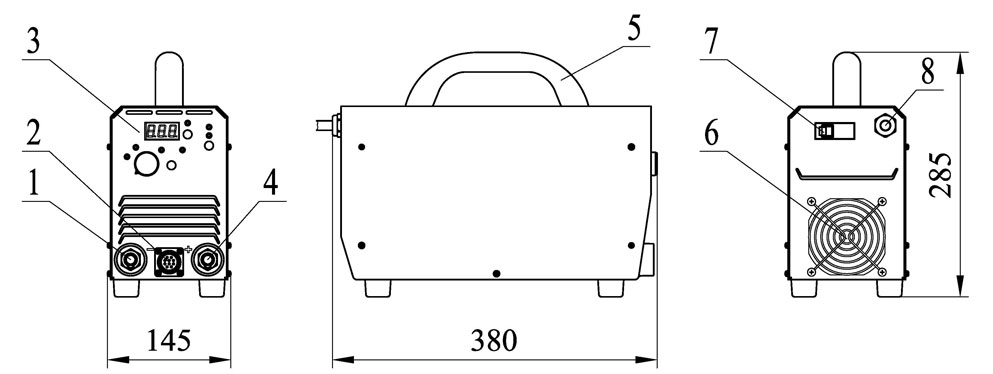
Общий вид, габаритные размеры выпрямителя |
|||
|
|||
|
1. Силовой разъем "-".
|
5. Ручка для переноски.
|
||
|
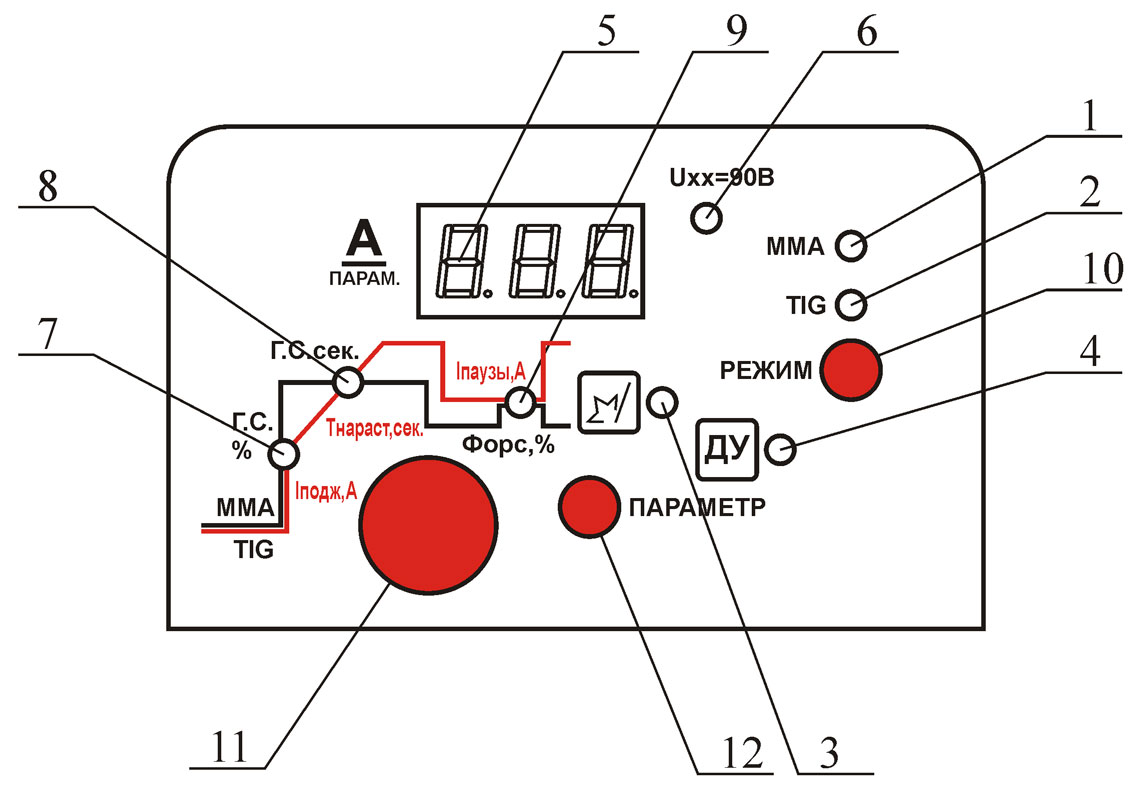
ПАНЕЛЬ ИНДИКАЦИИ И УПРАВЛЕНИЯ СВАРОЧНОГО ВЫПРЯМИТЕЛЯ |
|||
|
|
1 - индикатор "РД [MMA]".
|
6 - индикатор "Uxx=90 В" (повышенный холостой ход).
|
| + Технические характеристики |






