|
КОМПЛЕКС ДУГОВОЙ СВАРКИ КДС-116 |
|
Комплекс дуговой сварки КДС-116 предназначен для автоматической сварки продольных швов в среде защитных газов неплавящимся электродом с использованием присадочной проволоки (модернизация имеющегося симера) |
|
Технические характеристики |
|
| Наименование параметра | Значение |
| Напряжение трёхфазной питающей сети частотой 50 Гц, В | 380+5%-10% |
| Потребляемая мощность, кВА, не более | 15 |
| Источник питания | |
| Пределы регулирования сварочного тока, А | 3…400 |
| Номинальный сварочный ток (при продолжительности включения ПВ = 100%), А | 300 |
| Напряжение на холостом ходу, В | 75 |
| Другие параметры сварочного источника см. в паспорте источника Miller Dynasty 400. | 75 |
| Самоходная сварочная головка | |
| Диаметр вольфрамового электрода, мм | 1…4 |
| Скорость сварки, м/ч | 1…80 |
| Скорость перемещения каретки, м/мин, не более | 1,6 |
| Ход ручного вертикального суппорта горелки, мм | 240 |
| Ход ручного поперечного суппорта горелки, мм | 240 |
| Наличие системы АРНД | Есть |
| Ход механизированного суппорта системы АРНД, мм | 70 |
| Скорость подачи присадочной проволоки, м/ч | 10…600 |
| Диаметр присадочной проволоки при сварке стали и титана, мм | 1…2 |
| Регулировка угла подачи присадочной проволоки, град. | 0…60 |
|
Максимальный расход защитного газа в каждой линии (горелка; обдув (через башмак);
поддув (для обратной стороны), л/мин |
40 |
|
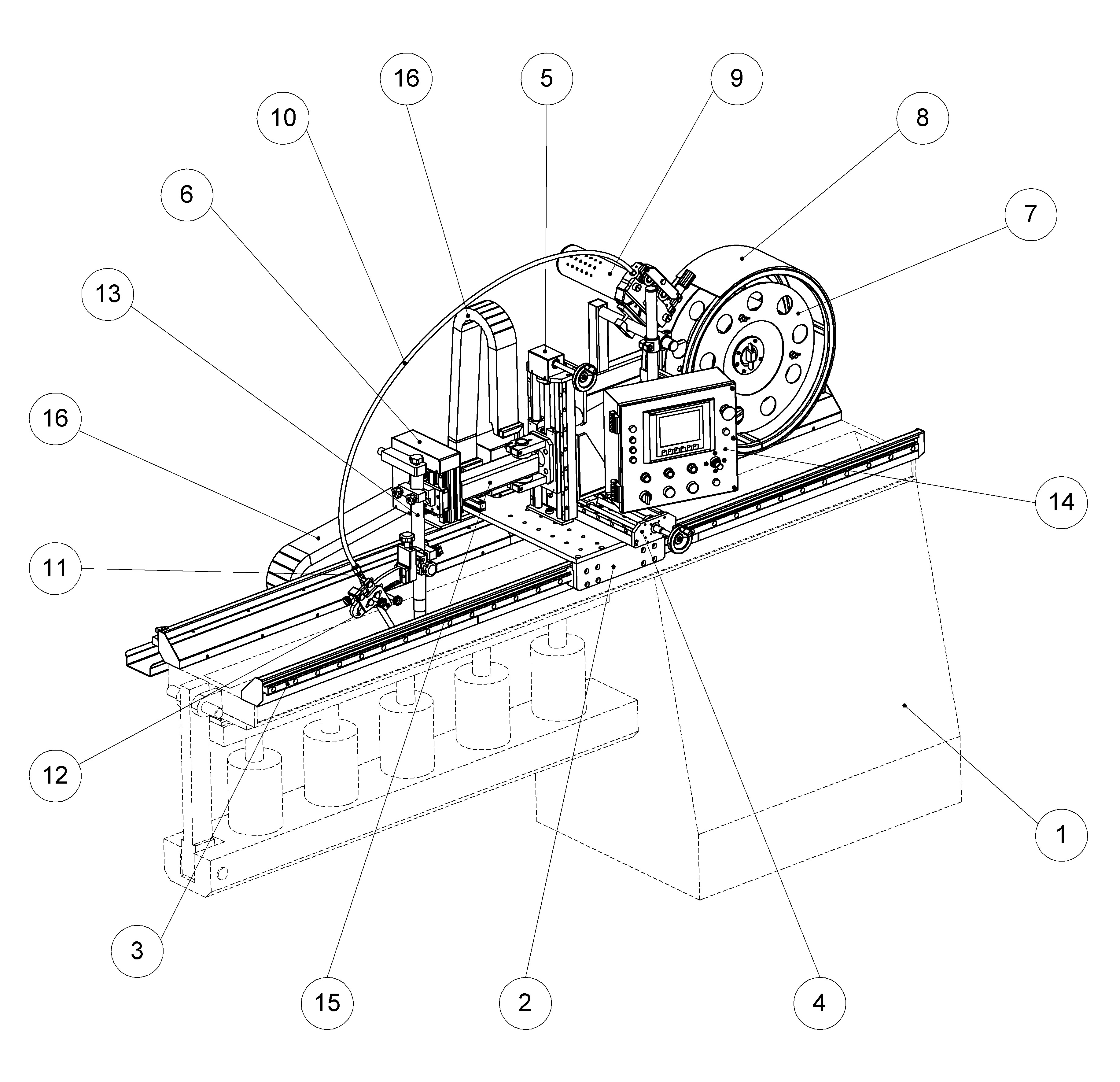
ВНЕШНИЙ ВИД И СОСТАВ КОМПЛЕКСА |
|
|
|
|
1. Имеющаяся установка заказчика; 2. Каретка с приводом перемещения; 3. Направляющие перемещения каретки; 4. Ручной поперечный суппорт; 5. Ручной вертикальный суппорт; 6. Механизированный суппорт с АРНД; 7. Кассета для проволоки; 8. Кожух кассеты; |
9. Механизм подачи присадочной проволоки; 10. Направляющий канал для проволоки; 11. Мундштук; 12. Механизм настройки положения мундштука; 13. Горелка; 14. Пульт управления; 15. Поворотный кронштейн; 16. Кабелеукладчики; |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
На имеющемся столе, предназначенном для установки и зажима изделия, размещается самоходная сварочная головка. |
|
На стол устанавливаются направляющие для перемещения каретки с зубчатой рейкой. Стол дополнительно оснащается кабелеукладчиком и лотком для подвода проводов и шлангов к каретке самоходной сварочной головки. |
|
Также в состав Комплекса входят: система управления, включая шкаф управления, пульт управления, блок индикации; блок ротаметров и источник питания. |
|
Каретка предназначена для перемещения горелки вдоль шва с заданной скоростью сварки, а также с маршевой скоростью к началу шва или в положение парковки. |
|
Каретка предназначена для перемещения горелки вдоль шва с заданной скоростью сварки, а также с маршевой скоростью к началу шва или в положение парковки. |
|
Каретка перемещается по линейным направляющим, установленным на столе. Привод перемещения представляет собой сервомотор, установленный в паре с планетарным редуктором. |
|
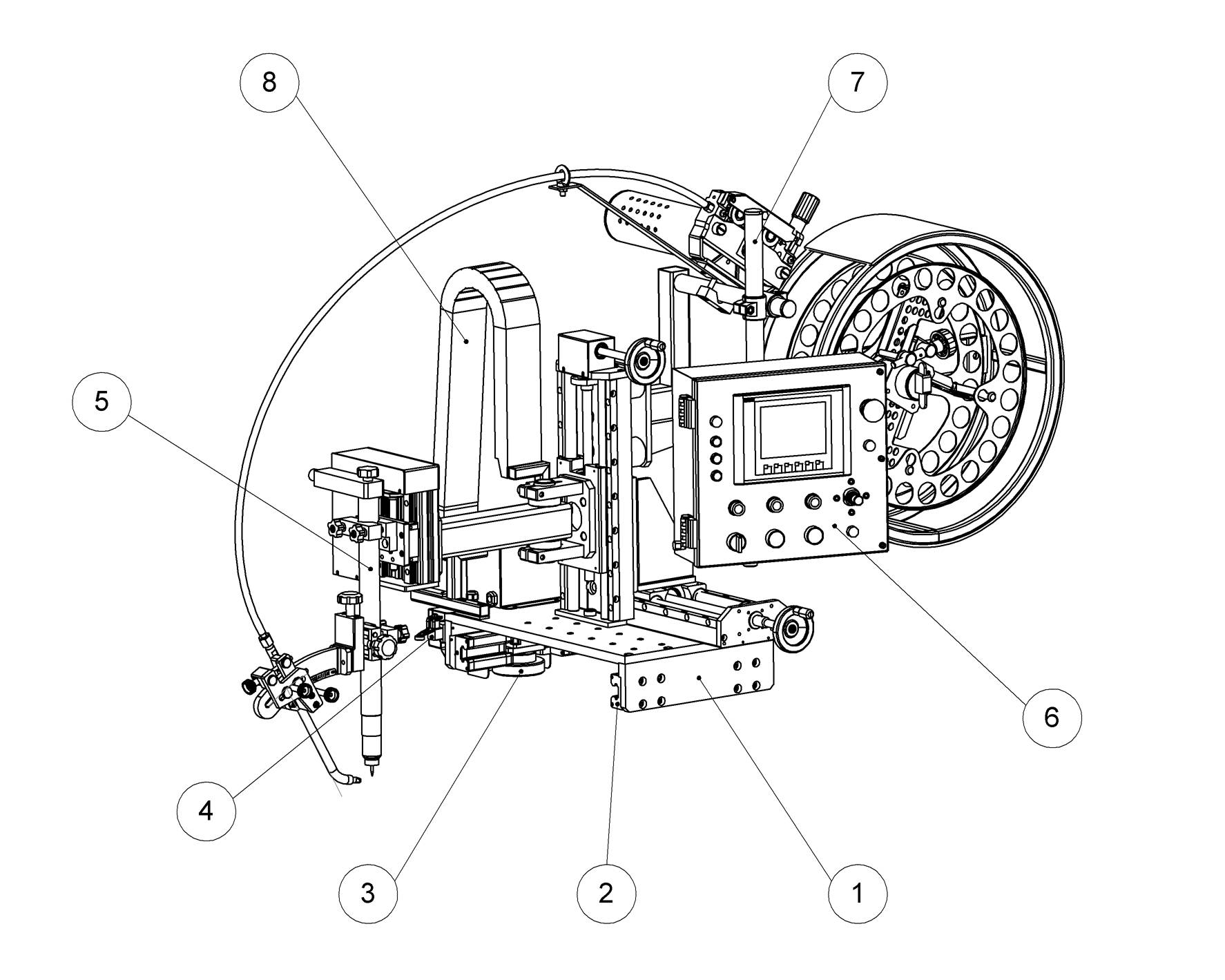
КАРЕТКА |
|
|
1. Сборный корпус; 2. Набор линейных подшипников; 3. Привод перемещения с зубчатой шестернёй; 4. Выключатели конечных положений; 5. Подвесная головка; 6. Пульт управления сварочным процессом; 7. Кронштейн; 8. Вертикальный кабелеукладчик; |
|
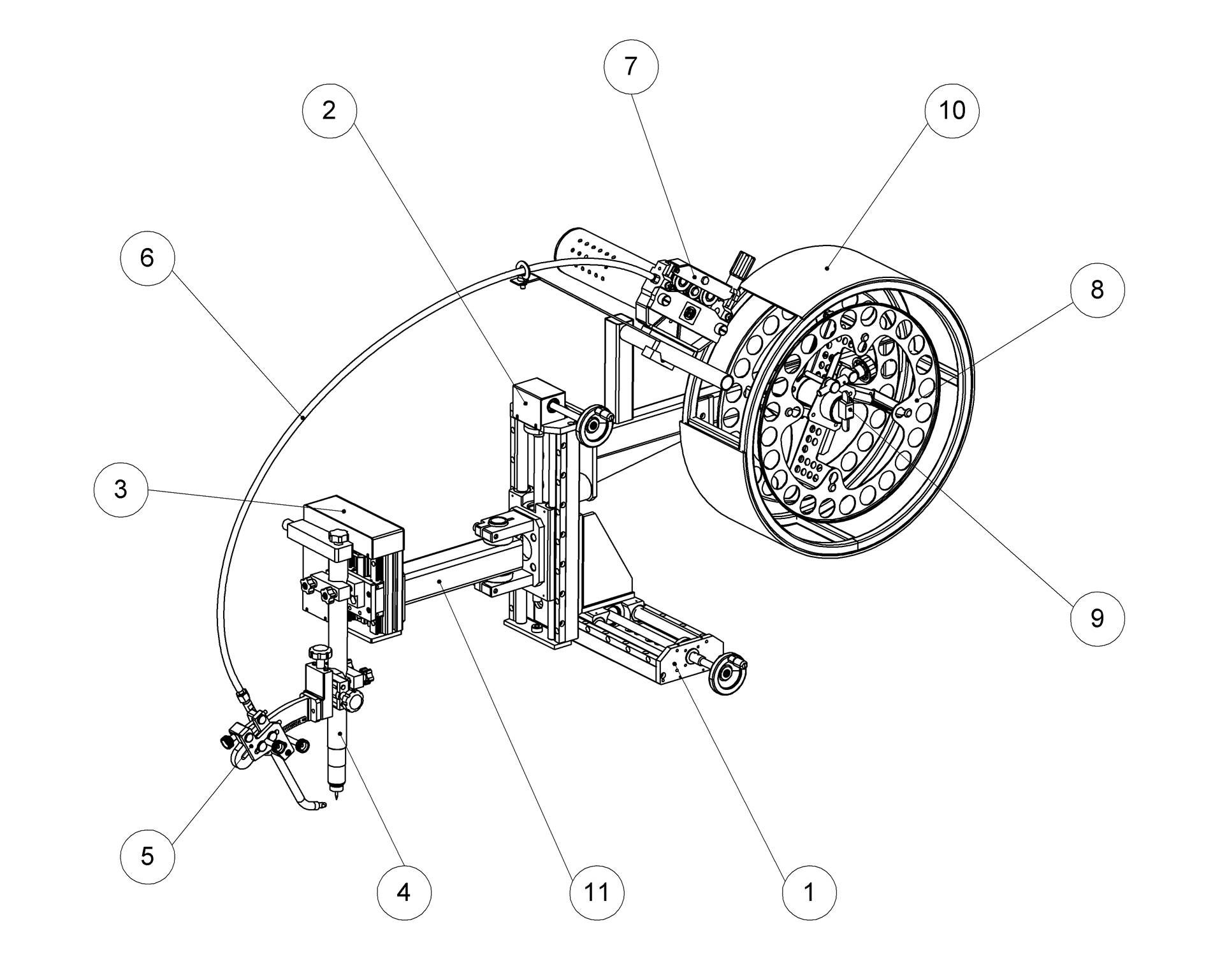
Подвесная головка |
|
Головка установлена на каретке. Положение горелки может быть отрегулировано в вертикальном и горизонтальном направлении относительно шва изделия при помощи суппортов 1 и 2. При этом высота вылета электрода регулируется автоматически при запуске автоматического цикла (если включена система АРНД). |
|
Головка состоит из ручного поперечного суппорта 1, ручного вертикального суппорта 2, механизированного суппорта системы АРНД 3, непосредственно горелки 4 с механизмом настройки положения присадочной проволоки 5, механизма подачи 7 и кассеты 8, закреп-ленной на тормозном устройстве 9 в защитном кожухе 10. Механизм подачи соединен с узлом регулировки присадочной проволоки при помощи канала 6. |
|
Горелка может быть развернута при помощи кронштейна 11 для сварки изделий вне стола. |
|