Проект цеха по изготовлению штампо-сварных деталей трубопроводов.
Цех состоит из нескольких участков:
• участок для обрезки технологического припуска штампо-сварных деталей трубопроводов
• участок для калибровки штампо-сварных деталей трубопроводов
• участок для сборки штампо-сварных деталей трубопроводов
• участок для сварки штампо-сварных деталей трубопроводов (стенд для сварки половин переходов, стенды для сварки половин отводов, стенд для сварки обечаек)
Участок для обрезки технологического припуска штампо-сварных деталей трубопроводов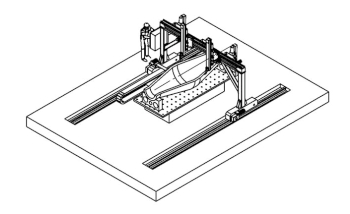
Максимальные параметры обрабатываемых деталей (согласно ТЗ): масса – 7,5 т; габариты – 1420 х 800 х 4080 мм.
Предлагаемый способ обработки кромок: газокислородная резка с последующей механической обработкой.
Обработка кромок осуществляется поочерёдно: сначала – газокислородная резка, затем – механическая обработка.
Для размещения обрабатываемой детали используется монтажный стол. На столе устанавливается ложемент (или набор ложементов), рассчитанный на все типоразмеры половин переходов.
Для размещения обрабатывающего оборудования используется портал на шасси с перемещающимися по направляющим каретками. На одной из поперечных направляющих портала располагаются каретки, на которых установлены головки с газовыми резаками, на второй – каретки, на которых размещены головки для механической обработки.
Участок для калибровки штампо-сварных деталей трубопроводов 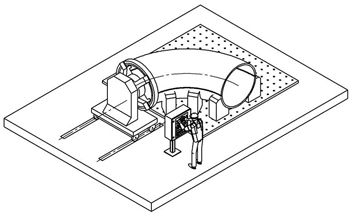
Максимальные параметры калибруемых деталей (согласно ТЗ): масса – 15 т; габариты – 4200 х 2816 х 1420 мм.
Для размещения калибруемых деталей используется монтажный стол с установленным на нём ложементом.
Для размещения головок калибратора используется специальная стойка.
Процесс калибровки:
- изделие устанавливается и закрепляется на столе, на котором располагается ложемент (или набор ложементов), рассчитанный на все типоразмеры ШСДТ;
- в зону калибровки заводится рабочая часть головки калибратора;
- производится калибровка в автоматическом или ручном режиме;
- из зоны калибровки выводится рабочая часть головки калибратора;
- изделие снимается со стола.
Участок для сборки штампо-сварных деталей трубопроводов 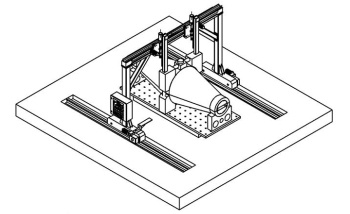
Максимальные параметры собираемых деталей (согласно ТЗ): масса – 15 т; габариты – 1420 х 1420 х 4200 мм.
Для размещения собираемых деталей используется монтажный стол с установленным на нём ложементом.
Для подвески верхних частей наружных гидрозажимов используется портал на шасси. Для размещения и закрепления нижних частей наружных гидрозажимов используется монтажный стол.
Процесс сборки:
- нижняя сдвоенная половина перехода устанавливается и закрепляется на столе, на котором располагается ложемент (или набор ложементов), рассчитанный на все типоразмеры переходов;
- ложементы также играют роль «наружных» ловителей верхней половины перехода (по наружному диаметру);
- в нижнюю половину перехода заводятся «внутренние» ловители верхней половины перехода (по внутреннему диаметру);
- верхняя половина перехода размещается на «внутренних» ловителях и опускается на нижнюю половину;
- в зону сборки перемещается портал с верхними частями наружных гидрозажимов;
- верхние части гидрозажимов опускаются до соприкосновения с нижними частями и сочленяются с ними;
- при помощи суппортов и держателей настраивается положение гидрозажимов относительно изделия;
- гидрозажимами фиксируются сдвоенные половины перехода в средней части;
- производится сварка прихватками рядом с зоной фиксации;
- портал пошагово перемещается в разные стороны от середины к краям сдвоенного перехода, фиксируя половины перехода между собой с последующей расстановкой прихваток;
- перед съёмом собранного и прихваченного перехода «внутренние» ловители и портал выводится из зоны сборки.
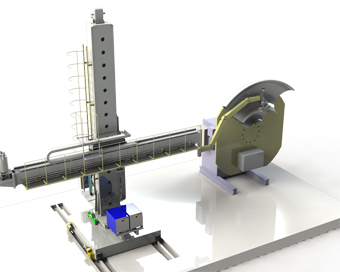
Стенд для сварки половин переходов 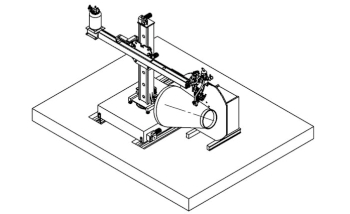
Максимальные параметры свариваемых деталей (согласно ТЗ): масса – 15 т; габариты – 1420 х 1420 х 1840 мм.
Предлагаемый способ изготовления: односторонняя механизированная сварка в защитных газах (МП) прихваток и технологического (корневой и 1-й заполняющий слои) шва + двухсторонняя автоматическая сварка под флюсом (АФ) заполняющих, облицовочного и подварочного слоёв шва.
МП прихваток осуществляется в горизонтальном положении, на специальном стенде сборки половин переходов между собой.
МП технологического шва осуществляется в нижнем положении.
Свариваемая деталь устанавливается и закрепляется на планшайбе сварочного манипулятора, на которой расположен ложемент (или набор ложементов), рассчитанный на все типоразмеры переходов.
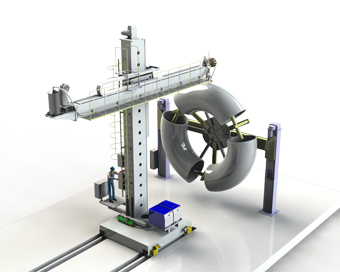
Стенд для сварки половин отводов 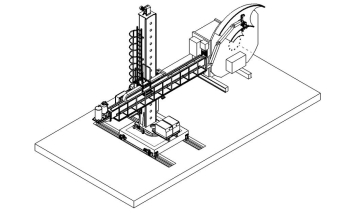
Максимальные параметры свариваемых деталей (согласно ТЗ): масса – 7,5 т; габариты – 2816 х 2816 х 1420 мм.
Предлагаемый способ изготовления: односторонняя механизированная сварка в защитных газах (МП) прихваток и технологического (корневой и 1-й заполняющий слои) шва + двухсторонняя автоматическая сварка под флюсом (АФ) заполняющих, облицовочного и подварочного слоёв шва.
МП прихваток осуществляется в горизонтальном положении, на специальном стенде сборки отводов между собой.
МП технологического шва производится в нижнем положении.
Свариваемые детали устанавливаются и закрепляются на планшайбе сварочного манипулятора, на которой расположен ложемент (или набор ложементов), рассчитанный на все типоразмеры отводов.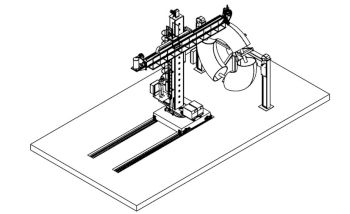
Для размещения сварочного оборудования используются колонны на шасси с перемещающейся консолью. На концах консолей колонн располагаются головки для автоматической сварки под флюсом. На противоположных концах устанавливаются системы флюсооборота. В колоннах предусмотрен поворот вокруг вертикальной оси.
Стенд для сварки обечаек 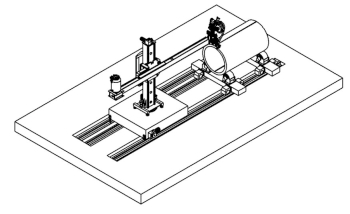
Максимальные параметры обрабатываемых деталей (согласно ТЗ): масса – 15 т; габариты – 1420 х 1420 х 2500 мм.
Предлагаемый способ изготовления: односторонняя механизированная сварка в защитных газах (МП) прихваток и технологического (корневой и 1-й заполняющий слои) шва + двухсторонняя автоматическая сварка под флюсом (АФ) заполняющих, облицовочного и подварочного слоёв шва.
МП прихваток осуществляется в горизонтальном положении, на специальном стенде сборки обечаек под сварку с требуемым зазором.
МП технологического шва осуществляется в нижнем положении.
Свариваемая деталь устанавливается на опорном роликовом вращателе, рассчитанном на все типоразмеры обечаек.
Для размещения сварочного оборудования используется колонна на шасси с перемещающейся консолью. На конце консоли колонны располагается головка для автоматической сварки под флюсом. В колонне предусмотрен поворот вокруг вертикальной оси.