|
КОМПЛЕКС ДУГОВОЙ СВАРКИ КДС-129 |
|
Комплекс дуговой сварки КДС-129 (автоматическая двухэлектродная сварка кольцевых швов в среде защитных газов неплавящимся электродом с использованием присадочной проволоки) («трёхфазная сварка») (модернизация имеющегося оборудования) |
|
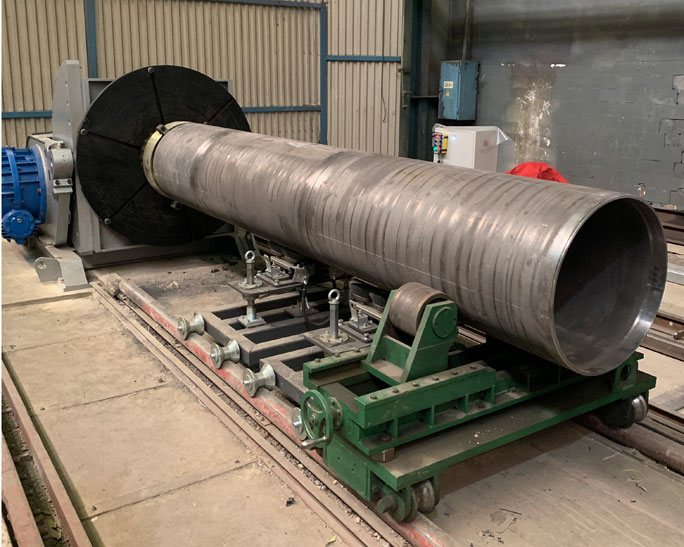
Комплекс дуговой сварки КДС-129, в дальнейшем именуемый «Комплексом», предназначен для автоматической трёхфазной сварки неплавящимися электродами кольцевых швов. |
|
Комплекс предназначен для работы в закрытых помещениях с естественной вентиляцией на высоте не более 1000 м над уровнем моря в районах умеренного климата при температуре окружающего воздуха от 0 °С до плюс 40 °С с относительной влажностью не более 80% при температуре плюс 20 °С. |
|
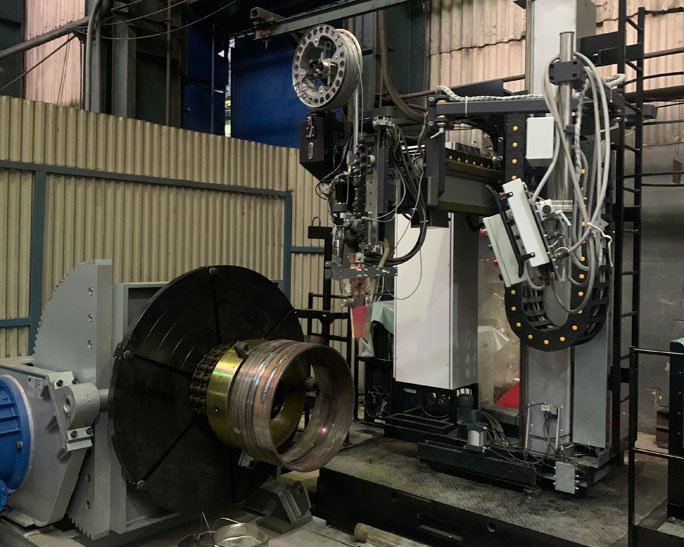
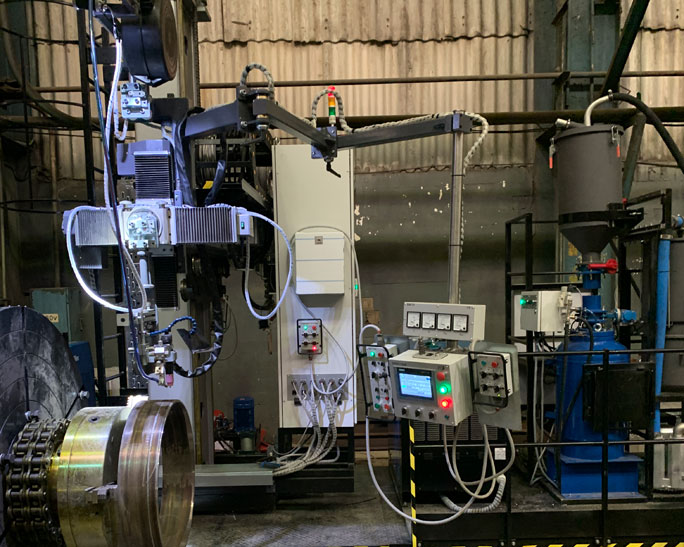
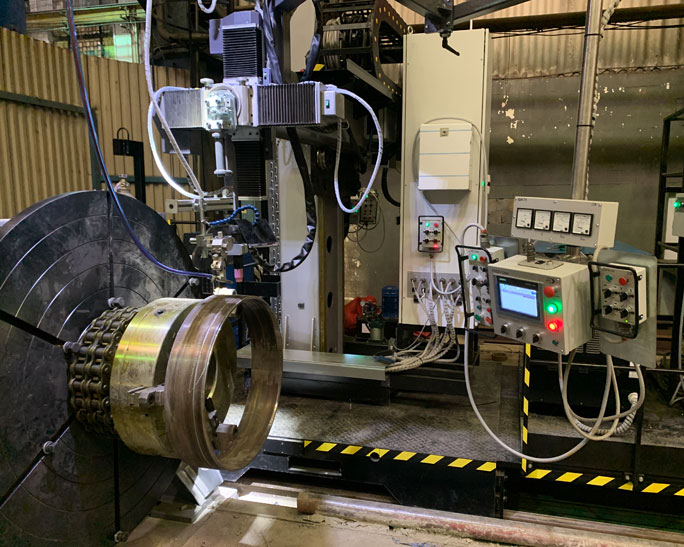
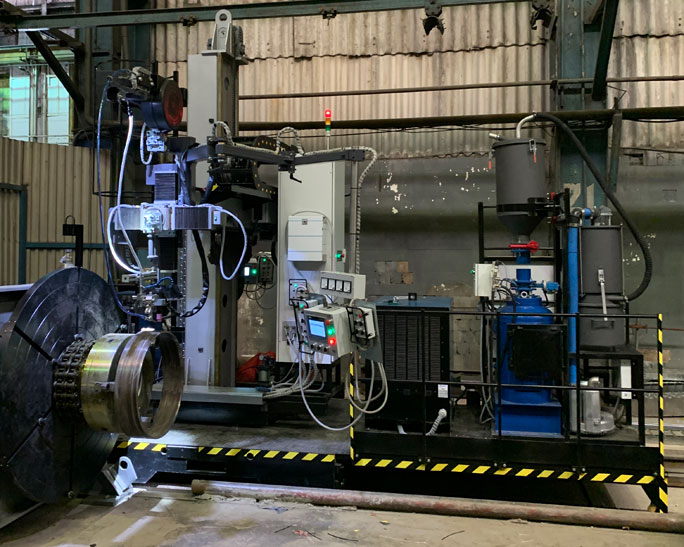
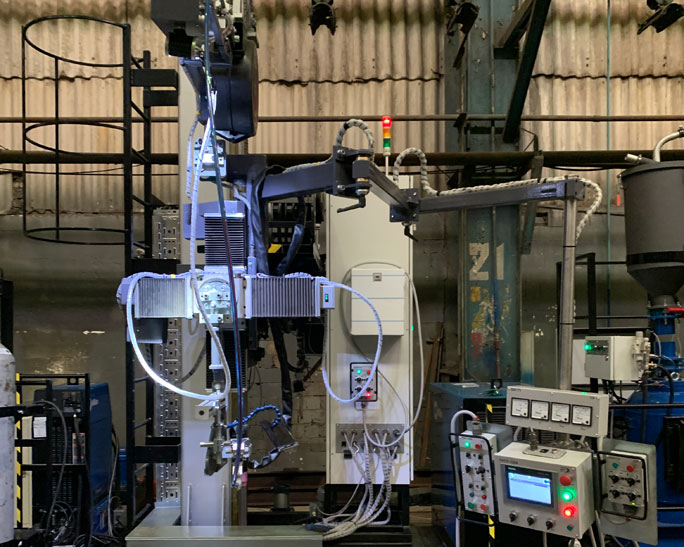
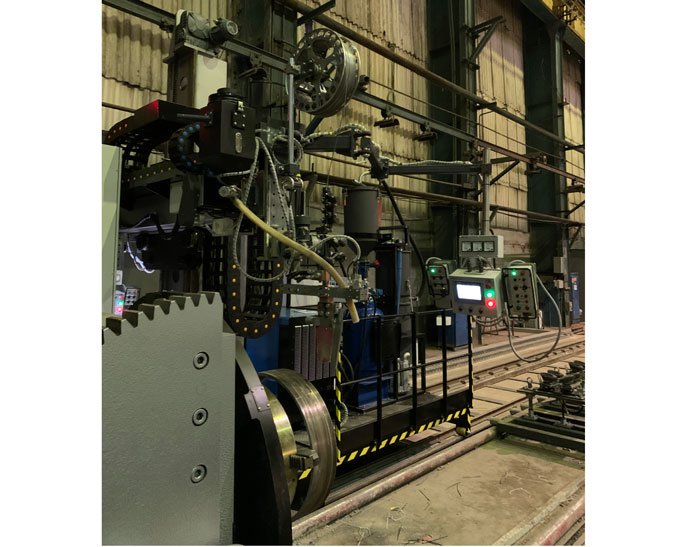
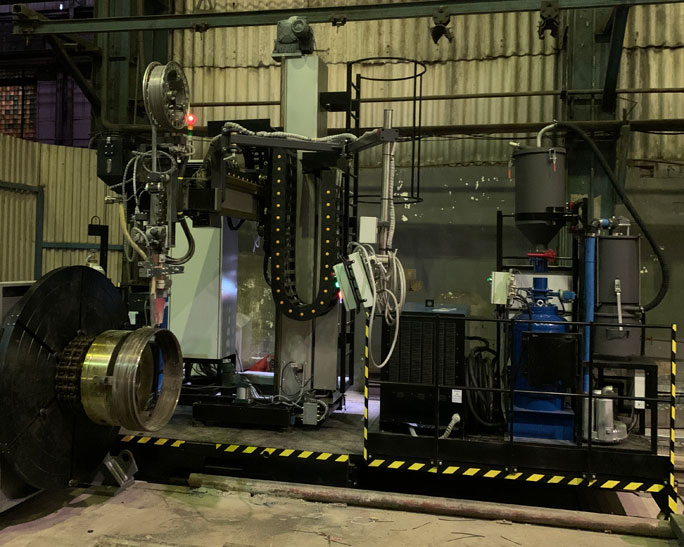
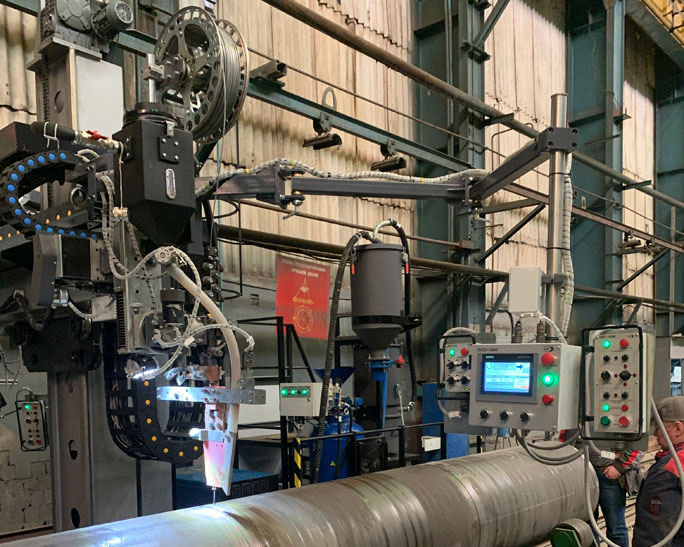
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|
| + Технические характеристики |











|
СОСТАВ ИЗДЕЛИЯ |
Δ Наверх |
|
Комплекс включает в себя головку для аргонодуговой сварки, систему управления, источники питания дуги и другое вспомогательное оборудование. Оборудование Комплекса располагается на имеющемся обрабатывающем станке. Комплекс включает в себя следующее сварочное и вспомогательное оборудование: |
|
|
■ сварочную головку; ■ источники питания дуги; ■ систему управления комплексом; ■ монтажные части. |
| + Полный перечень оборудования |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
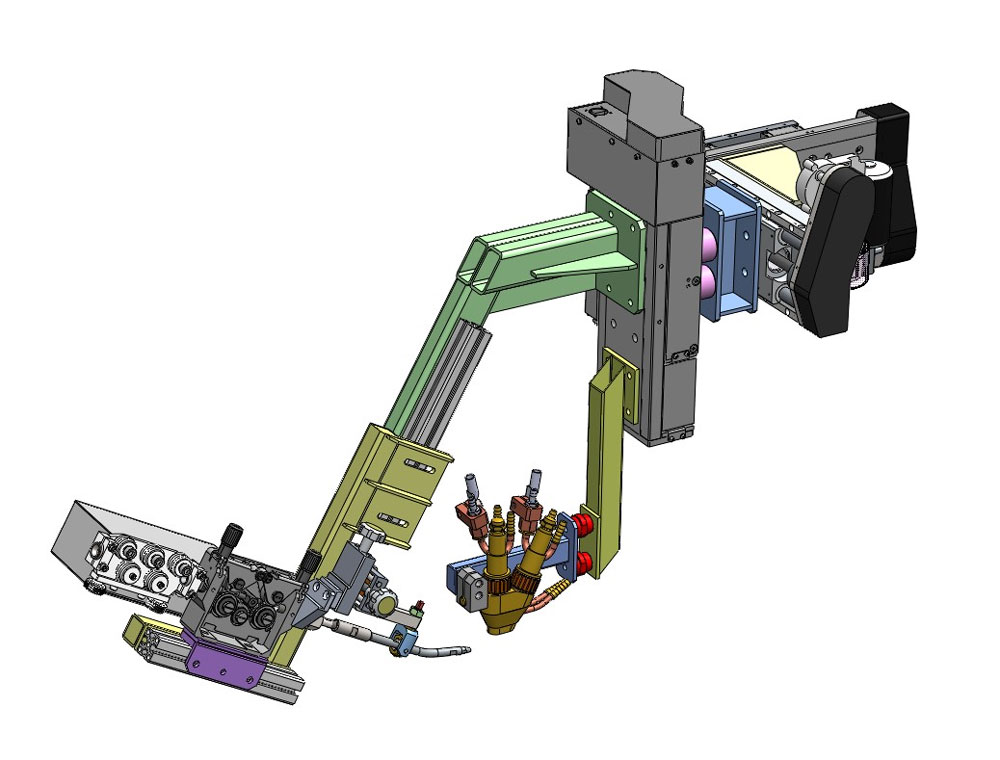
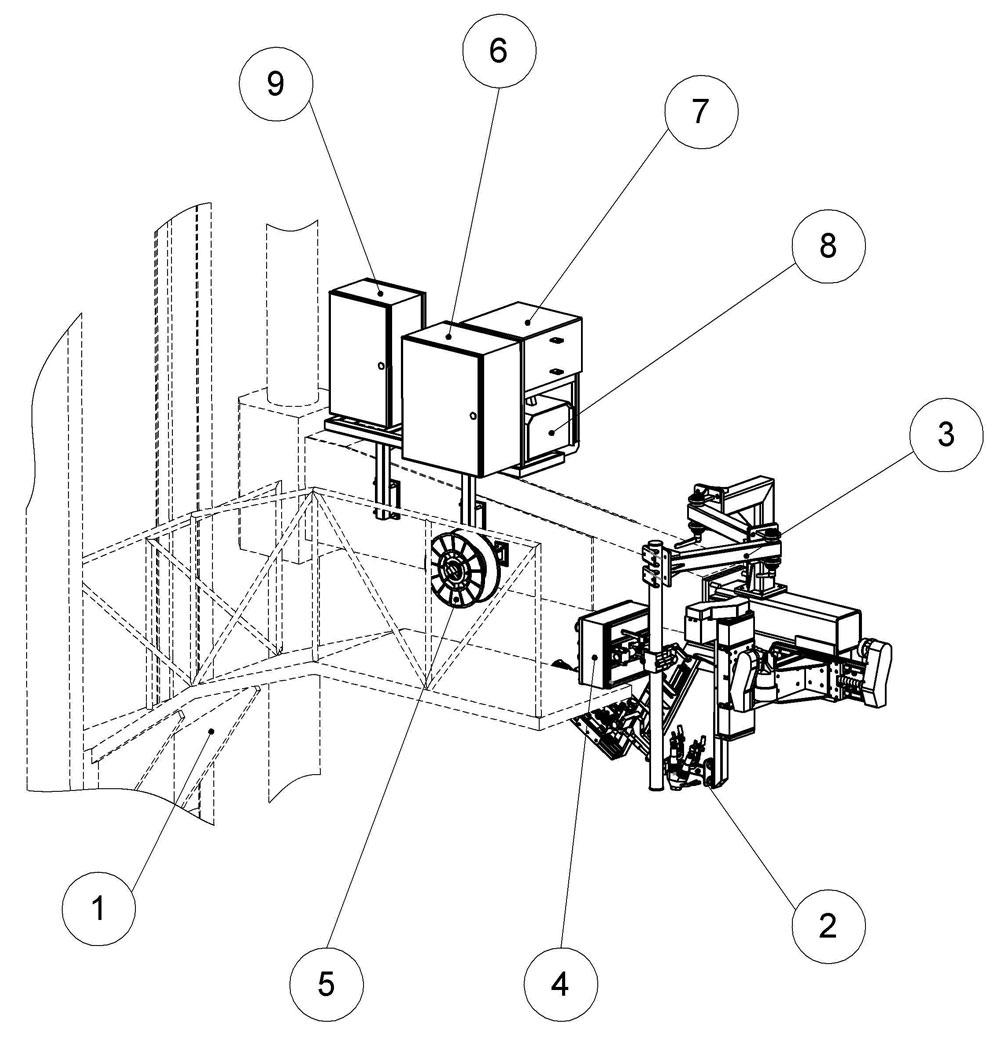
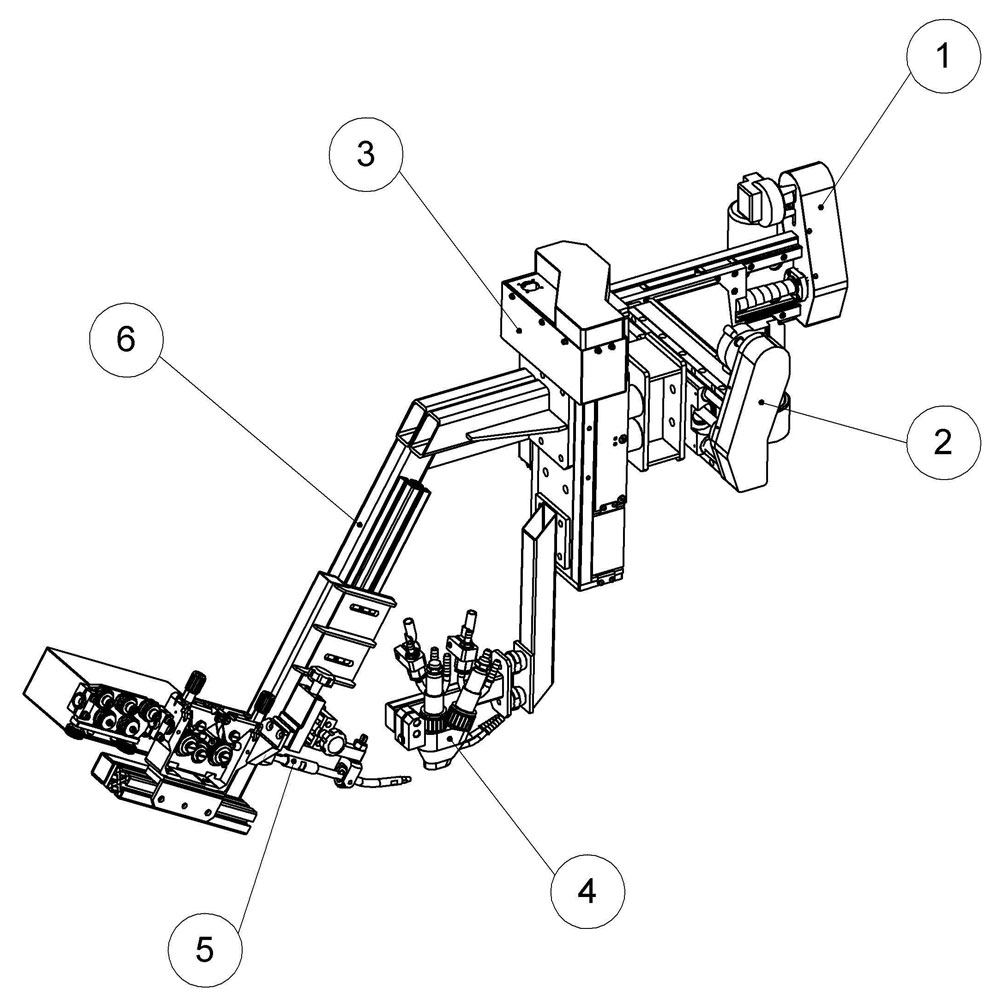
В верхней части Комплекса (рис. 1) на стреле полупортала 1 расположены: |
|
|
■ сварочная головка 2, ■ пульт управления 4 на системе подвески 3, ■ кассетное устройство 5 на собственном кронштейне, ■ блок управления двигателями 6, ■ два выносных осциллятора 7 и 8, ■ блок разъёмов 9. |
|
|
|
|
Рис. 1. Сварочный комплекс. Верхняя часть |
|
■ Сварочная головка |
Δ Наверх |
|
Сварочная головка (рис. 2) включает в свой состав: |
|
|
■ набор суппортов (продольный 1, поперечный 2 и вертикальный 3), ■ сварочную горелку 4, ■ правильно-подающее устройство 5, на котором помещается устройство коррекции положения присадочной проволоки, ■ набор кронштейнов 6 для подвески правильно-подающего устройства. |
|
|
|
|
Рис. 2. Сварочная головка |
|
|
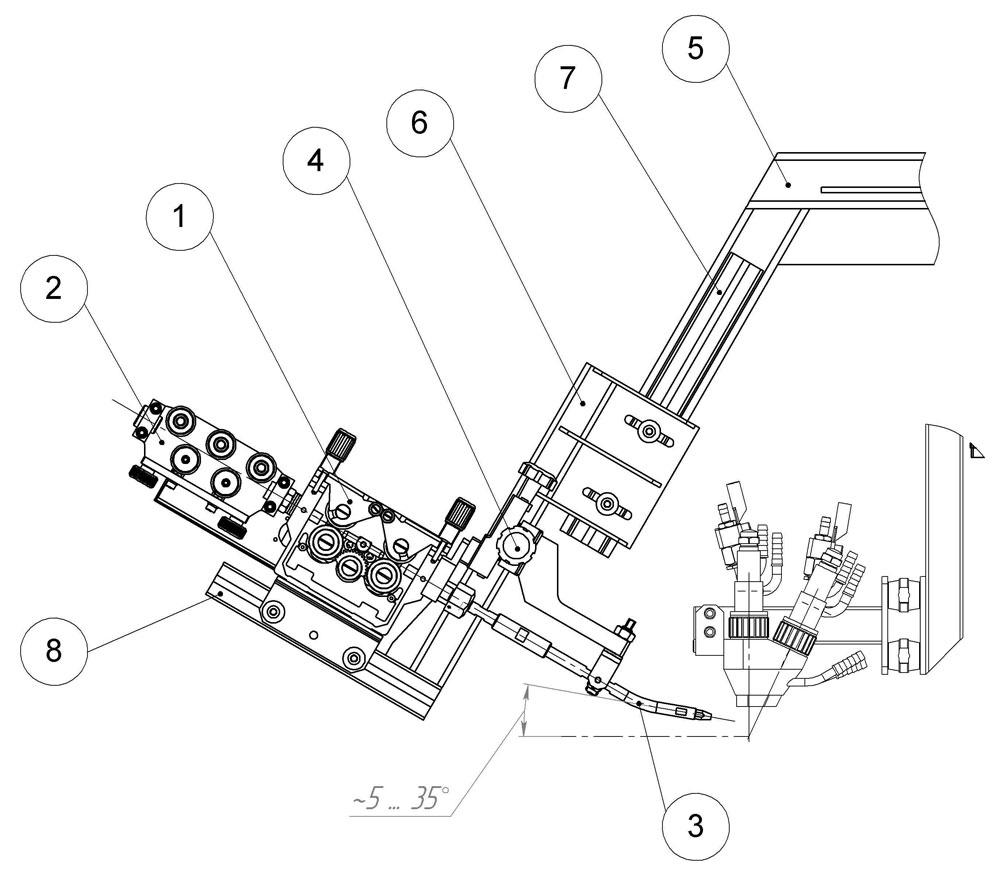
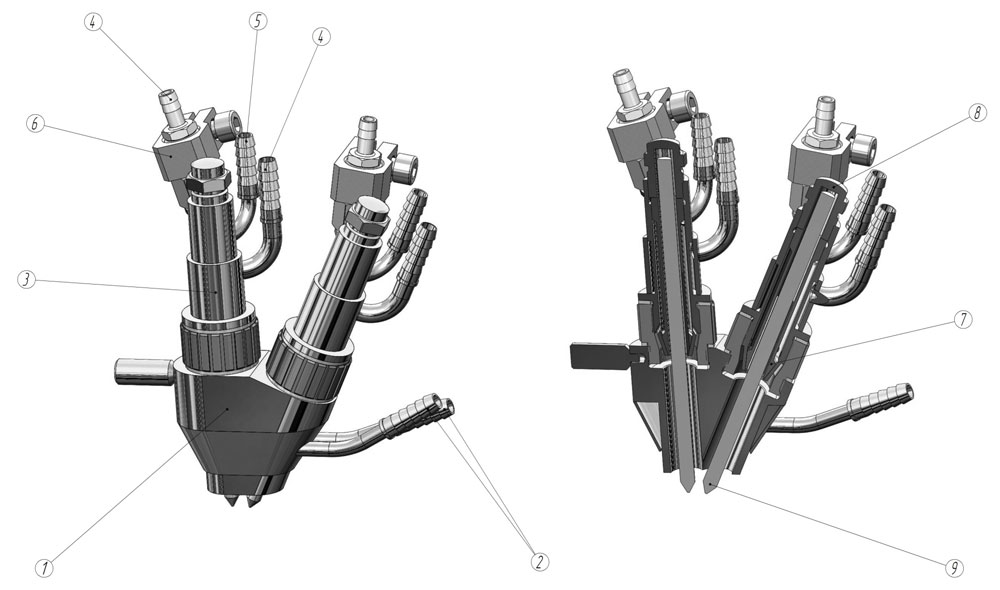
Правильно-подающее устройство (рис. 3) предназначено для подачи сварочной проволоки в зону сварки и включает в свой состав: |
|
|
■ подающее устройство 1; ■ правильное устройство 2; ■ мундштук подвода присадочной проволоки 3; ■ крестообразный суппорт настройки положения мундштука 4; ■ набор кронштейнов 5, 6, 7 и 8. |
|
|
Проволока поступает из кассетного устройства и протягивается двигателем подающего устройства 1 через правильное устройство 2. Правильно-подающее устройство имеет возможность регулировки угла подачи присадочной проволоки и расстояния от выхода проволоки из мундштука до сварочной горелки. Настройка производится как смещением частей конструкции в пазах кронштейнов 6, 7 и 8 с последующим закреплением винтами, так и при помощи крестообразного суппорта 4. |
|
|
|
|
Рис. 3. Правильно-подающее устройство |
|
|
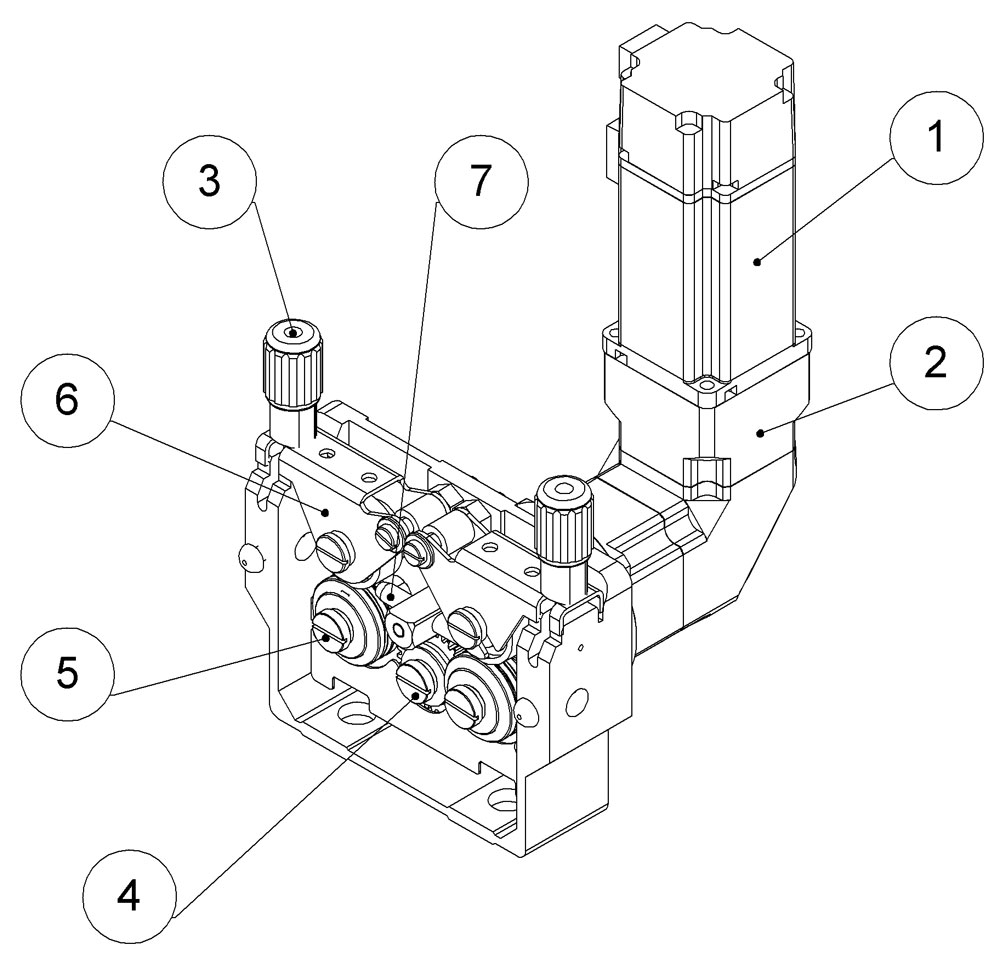
Подающее устройство (рис. 4) предназначено для подачи присадочной проволоки в зону сварки. В состав устройства входят: |
|
|
■ электродвигательный привод 1; ■ угловой редуктор 2; ■ фланцевый переход (не показан); ■ устройство поджатия 3; ■ шестерня распределительная 4; ■ ролик ведущий с канавками 5; ■ ролик прижимной 6; ■ втулка промежуточная 7. |
|
|
|
|
Рис. 4. Устройство подающее |
|
|
Электродвигательный привод состоит из электродвигателя постоянного тока и конического редуктора. Электропривод может быть установлен в различных положениях (под разным углом) относительно оси подачи проволоки. В 4-роликовом подающем устройстве ведущие ролики 5, имеющие по две канавки U-образной формы, закрепляются на осях, параллельных выходному валу редуктора, причём на выходном валу редуктора располагается «распределительная» шестерня 4, передающая крутящий момент на ведущие ролики 5 через зубчатые колёса (установлены на те же оси, что и ведущие колеса). Верхние ролики 6 – гладкие. Предназначены для зажатия проволоки в канавке. Для заправки электродной проволоки необходимо откинуть устройство поджатия 3 (потянуть за ручки на себя), освободив тем самым скобы, на которых расположены прижимные ролики 6. Скоба с роликом после этого поднимется относительно своей оси. Степень поджатия прижимных роликов 6 регулируется ручками устройств поджатия, воздействующими на оси роликов через пружины, находящиеся внутри ручек. Настройка усилия поджатия осуществляется по шкале, нанесённой на внешнюю поверхность устройства поджатия. Установленная между роликами промежуточная втулка 7 позволяет избежать нарушения стабильности подачи проволоки при её прохождении в этом промежутке. В зависимости от диаметра и типа подаваемой проволоки меняются подающие ролики и промежуточные втулки. Регулировкой степени поджатия прижимных роликов следует добиться отсутствия проскальзывания ведущих роликов относительно электродной проволоки. Регулировать поджатие необходимо после настройки тормозного устройства. Настройка тормозного устройства должна приводить к отсутствию проворачивания целиком заполненной кассеты с проволокой после выключения подающего устройства, работавшего на максимальной скорости. Регулирование тормозного момента осуществляется вращением гайки, расположенной в корпусе устройства, для каждого типа и диаметра проволоки. При закручивании ручки устройства поджатия 3 до упора компенсационное действие прижимной пружины прекращается, что влечёт за собой нестабильность подачи электродной проволоки, быстрый износ роликов, появление металлической стружки и, следовательно, забивание ею направляющих каналов, что ещё больше увеличивает сопротивление проталкиванию проволоки.
Слишком сильная затяжка тормозного устройства и прижимных роликов приводит:
|
|
|
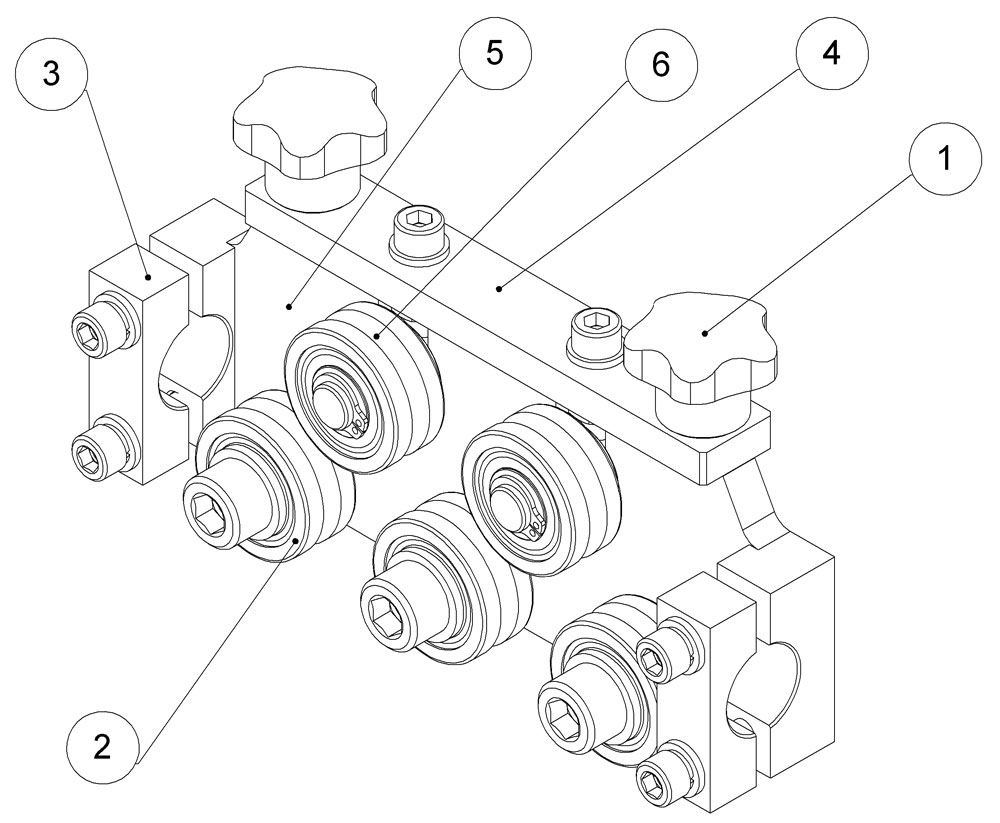
Правильное устройство (рис. 5). предназначено для правки сварочной проволоки. На основании 5 расположен неподвижный ряд роликов 2 и клеммы 3. Рукоятками 1 можно регулировать положение коромысла 4 с закреплёнными на нём прижимными роликами 6. |
|
|
|
|
Рис. 5. Устройство правильное |
|
|
Усилие поджатия правильных роликов 6 в 5-роликовом правильном устройстве и, соответственно, величина прогиба проволоки регулируется смещением коромысла 4 с прижимными роликами относительно оси подачи проволоки при помощи рукоятки 1. В случае правильной настройки усилия проволока должна выходить из мундштука присадочной проволоки прямой. |
|
|
Сварочная горелка (рис. 6) предназначена для двухэлектродной аргонодуговой сварки. В состав горелки входят следующие элементы: |
|
|
■ корпус горелки 1 с держателем и штуцерами охлаждения корпуса 2; ■ два электрододержателя 3 со штуцерами охлаждения электрододержателей 4, штуцерами подвода газа 5 и контактными клеммами 6; Внутри электрододержателей устанавливаются цанговые зажимы 7, в которых при помощи колпачков 8 фиксируются вольфрамовые электроды 9. Для установки электрода необходимо поместить в электрододержатель цанговый зажим необходимого размера, завести в него вольфрамовый электрод и, отрегулировав его высоту, зафиксировать это положение при помощи колпачка. |
|
|
|
|
Рис. 6. Горелка для аргонодуговой сварки двумя электродами |
|
■ Система управления Комплексом |
Δ Наверх |
|
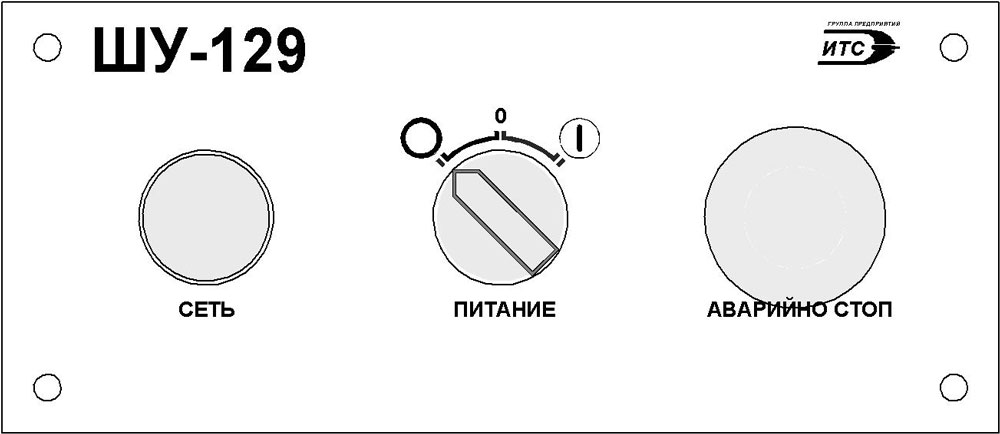
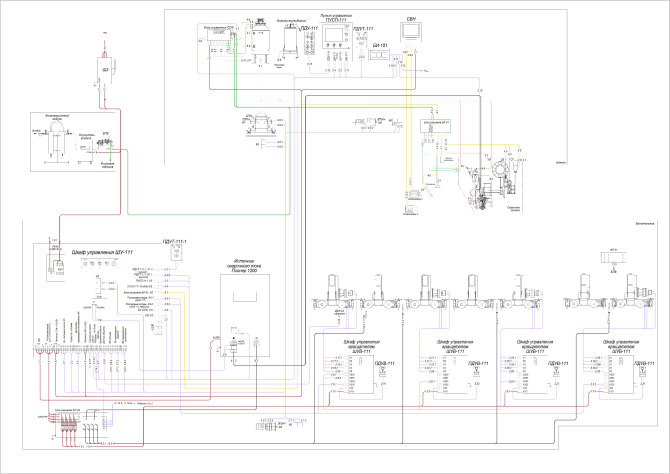
Система управления Комплексом расположена в шкафу, блоке и пульте управления, а также в источниках питания сварочной дуги и выносных осцилляторах. Управление Комплексом осуществляется при помощи следующих блоков: шкаф управления (рис. 7), блок управления (рис. 8) и пульт управления (рис. 9). |
|
|
Шкаф управления ШУ-129 обеспечивает питание всех блоков системы управления и сварочных источников. |
|
|
|
|
Рис. 7. Шкаф управления ШУ-129. Панель лицевая |
|
|
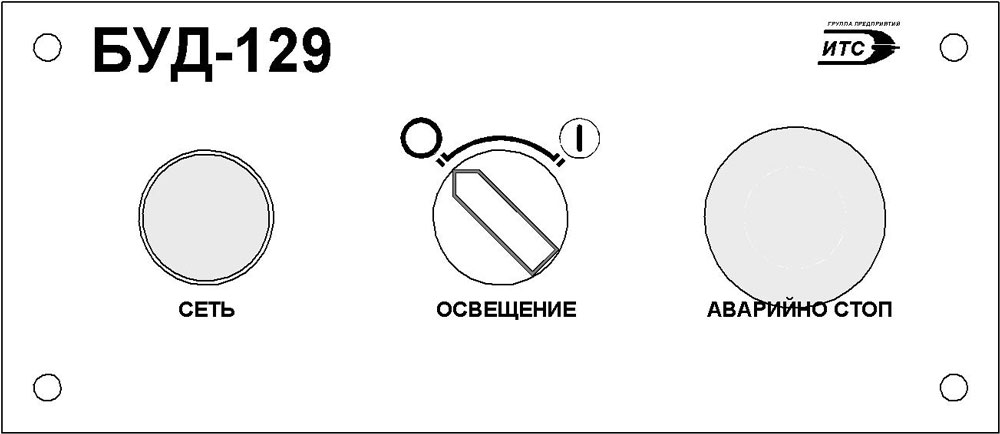
Блок управления БУД-129 обеспечивает питание приводов суппортов и подающего устройства. |
|
|
|
|
Рис. 8. Блок управления БУД-129. Панель лицевая |
|
|
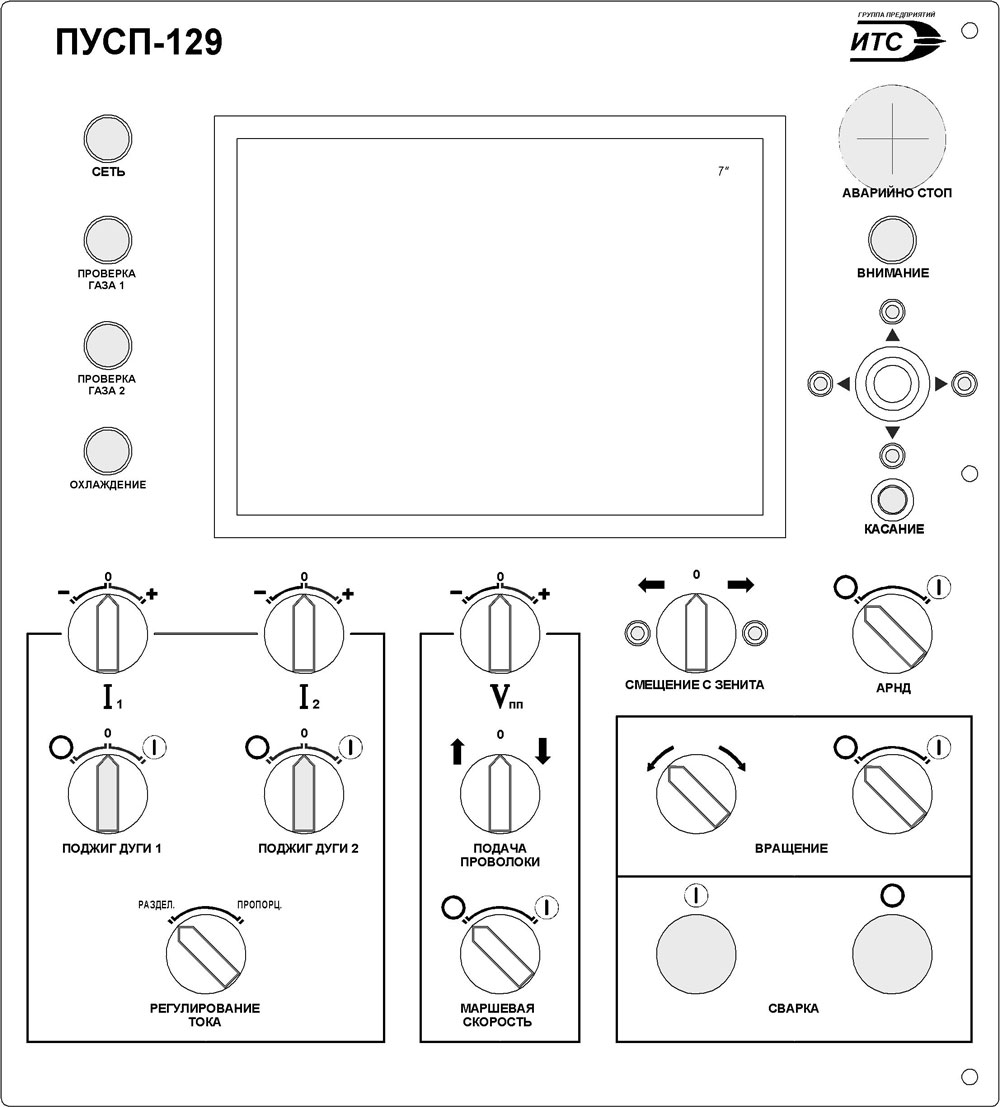
Пульт управления ПУСП-129 обеспечивает: |
|
|
■ выбор режима работы; ■ программирование работы комплекса в целом, программирование и плавное подрегулирование основных параметров режима сварки: токов и скорости подачи проволоки; регистрацию фактических параметров сварки; ■ индикацию заданных параметров режима в процессе работы и аварийных состояний; ■ контроль наличия защитного газа и протока охлаждающей жидкости; ■ аварийную остановку. |
|
|
Индикаторы. Лампа «Сеть» индицирует включённое состояние пульта. Кнопки «Проверка газа» (с подсветкой) позволяют проверить работу пневмоклапанов подачи газа в горелку. Лампа «Охлаждение» индицирует включённое состояние датчика работы системы охлаждения. Кнопка «Аварийно Стоп» позволяет остановить работу в любое время. Лампа «Внимание» индицирует наличие неисправности. |
|
|
Перемещение головки. Переключатель «Смещение с зенита» позволяет перемещать горелку вдоль шва (продольным горизонтальным суппортом). Джойстик позволяет перемещать сварочную головку вверх-вниз (вертикальным суппортом) и вправо-влево (поперечным горизонтальным суппортом). В наладочном режиме: перемещения осуществляются «с разгоном» при удержании джойстика. В автоматическом режиме: вертикальное перемещение – со скоростью, программируемой в системе АРНД, горизонтальное перемещение – с программируемой скоростью. Перемещения осуществляются без разгона в толчковом режиме. Каждое нажатие джойстика – смещение горелки на определённую – заранее заданную – величину. Лампа «Касание» индицирует касание вольфрамовым электродом свариваемой поверхности. |
|
|
Сварочные дуги. Переключатели «Поджиг дуги» позволяют осуществлять проверку поджига дуги на каждом из электродов. Переключатели «Сварочный ток» (I1 и I2) позволяют подстраивать параметры сварочного процесса, заданные на панели оператора. Переключатель «Раздел./Пропорц.» позволяет выбрать, раздельное или пропорциональное регулирование сварочных токов первой и второй дуги будет осуществляться. При переключении в положение «Раздел.» осуществляется независимое регулирование токов первой и второй дуги соответствующими рукоятками. При переключении в положение «Пропорц.» соотношение сварочных токов сохранится в той же пропорции, что и до переключения, а регулирование токов будет осуществляться только рукояткой I1. |
|
|
Подача проволоки. Переключатель «Подача проволоки» позволяет протягивать электродную проволоку через подающее устройство и настраивать вылет проволоки из наконечника в наладочном режиме, а также включать/выключать подачу проволоки при сварке в ручном режиме. Переключатель «Скорость подачи присадочной проволоки» (Vпп) позволяет подстраивать параметр сварочного процесса, заданный на панели оператора. Переключатель «Маршевая скорость» позволяет кратковременно переключать рабочую (настраиваемую) скорость на заранее заданную маршевую. |
|
|
Автоматическое регулирование напряжения на дуге. Переключатель «АРНД» включает/выключает процесс регулирования напряжения на дуге. |
|
|
Обеспечивается: ■ настройка напряжения сварочной дуги и пределы его изменения в процессе сварки; ■ индикация рабочего и эталонного напряжений; ■ регулировка высоты и скорости подъема горелки после завершения сварочного цикла. |
|
|
Программируемая панель оператора ПУСП-129. |
|
|
На панели оператора осуществляется: ■ выбор режима работы (автоматический режим, автоматический режим без сварки, ручной режим); ■ выбор, работают ли в автоматическом цикле механизм подачи проволоки и система АРНД; ■ выбор, включаются ли механизм подачи проволоки и вращение по циклограмме (автоматический режим) или вручную; ■ задание основных параметров сварочного режима (сварочные токи и скорость подачи присадочной проволоки); ■ задание параметров автоматического регулирования напряжения на дуге; ■ информирование об аварийных состояниях. |
|
|
|
|
Рис. 9. Пульт управления ПУ-129. Панель лицевая |
|
|
Работа системы управления
■ работу в автоматическом и ручном режимах;
|
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
| Внешний вид изделия, может отличаться от иллюстраций, представленных на сайте. | |
| Материалы размещенные на сайте носят информационный характер и не являются публичной офертой. |