|
Комплекс дуговой сварки КДС-117 |
|
Комплекс дуговой сварки КДС-117 (модернизация имеющегося оборудования: сварочной колонны и манипулятора) предназначен для автоматической сварки кольцевых и продольных швов в среде защитных газов неплавящимся электродом с использованием присадочной проволоки. |
|
Комплекс предназначен для работы в закрытых помещениях с естественной вентиляцией на высоте не более 1000 м над уровнем моря в районах умеренного климата при темпера¬туре окружающего воздуха от 0°С до плюс 40°С с относительной влажностью не более 80% при температуре плюс 20°С. |
|
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|

| + Технические характеристики |






|
СОСТАВ ИЗДЕЛИЯ |
Δ Наверх |
|
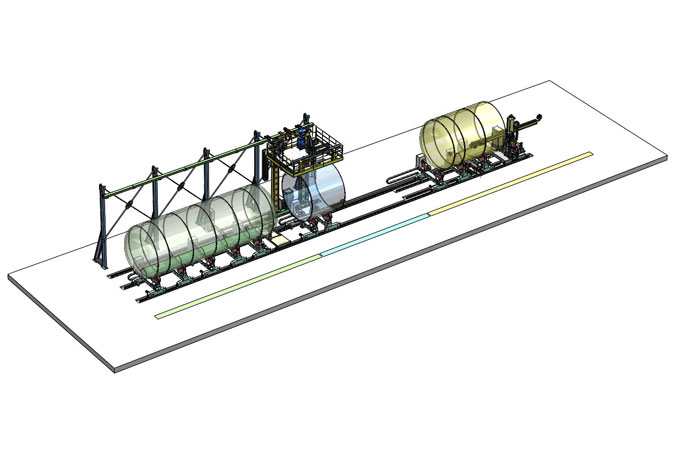
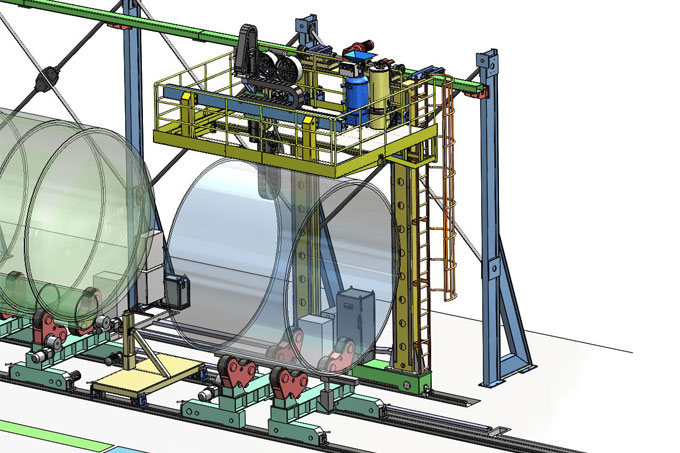
Внешний вид Комплекса приведён на рис. 1. |
|
|
|
|
Рис. 1. Комплекс. Общий вид |
|
|
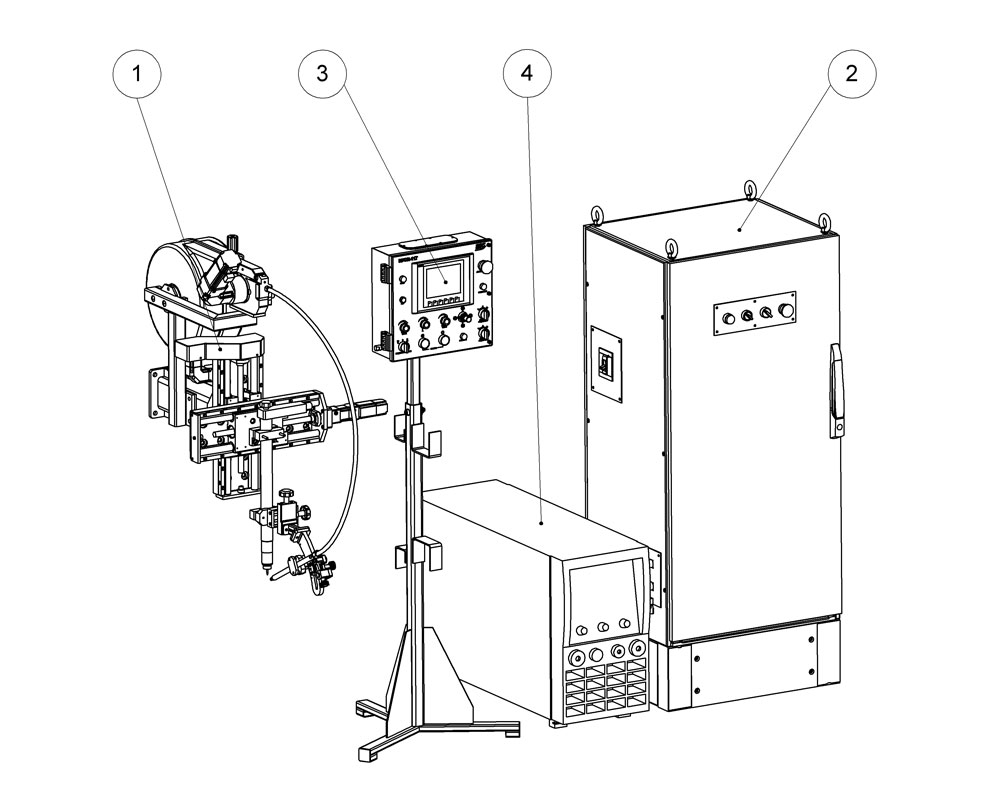
В состав Комплекса входят: головка и система управления, включая шкаф управления, пульт управления, а также источник питания. |
| + Укрупнённый комплект поставки Комплекса |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
■ Сварочная головка |
Δ Наверх |
|
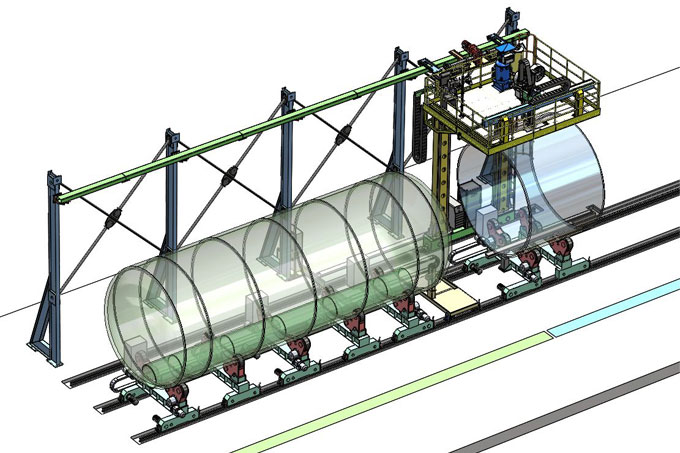
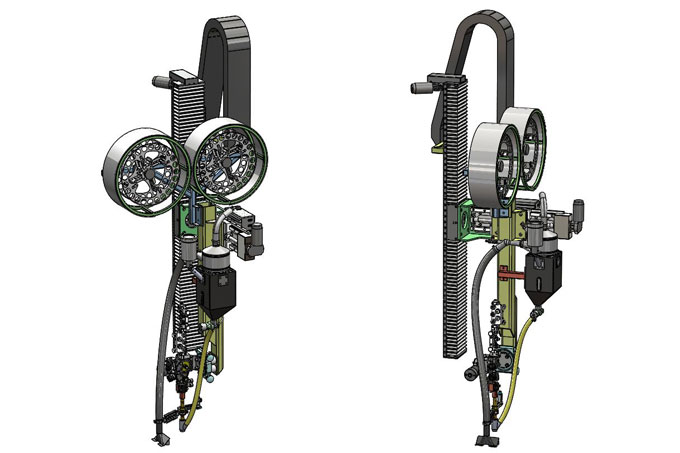
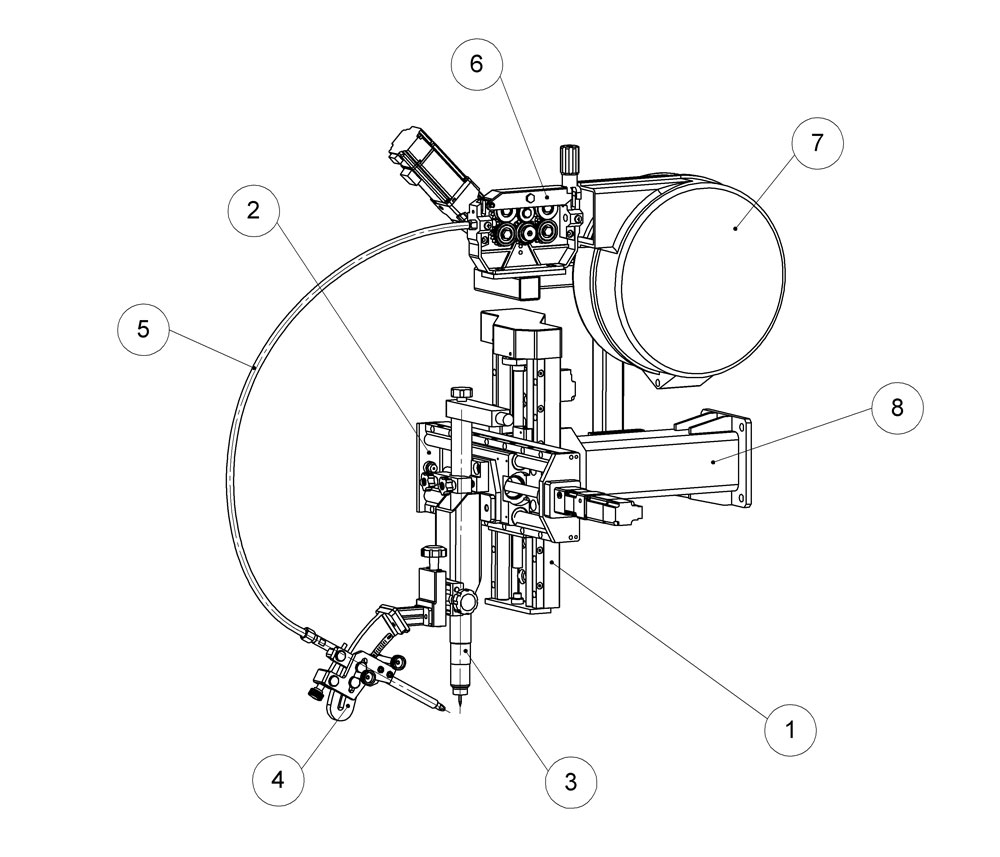
Сварочная головка предназначена для кольцевой и продольной сварки изделий внутренним диаметром от 2000 мм (см. рис. 3). |
|
|
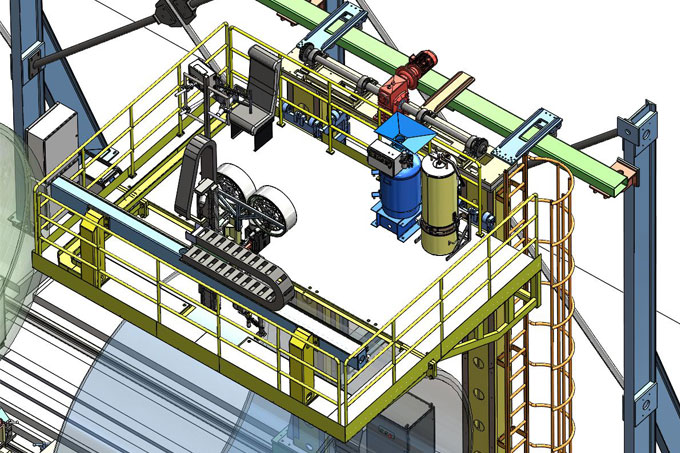
Головка состоит из механизированного вертикального суппорта системы АРНД 1, механизированного горизонтального суппорта системы осцилляции 2, непосредственно горелки 3 с механизмом настройки положения присадочной проволоки 4, механизма подачи проволоки 6 и кожуха кассеты 7 с тормозным устройством. Механизм подачи соединен с узлом регулировки присадочной проволоки при помощи канала 5. Головка также снабжена монтажным кронштейном 8 для её крепления на стойке, каретке портала или другом механизме. |
|
|
|
|
Рис. 2. Головка |
|
■ Вертикальный механизированный суппорт |
Δ Наверх |
|
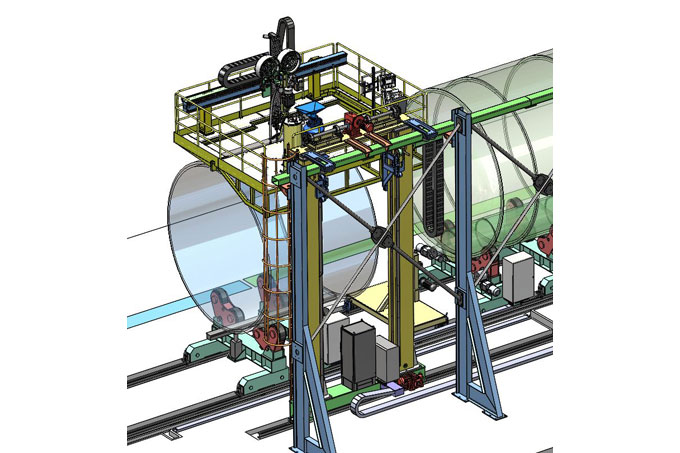
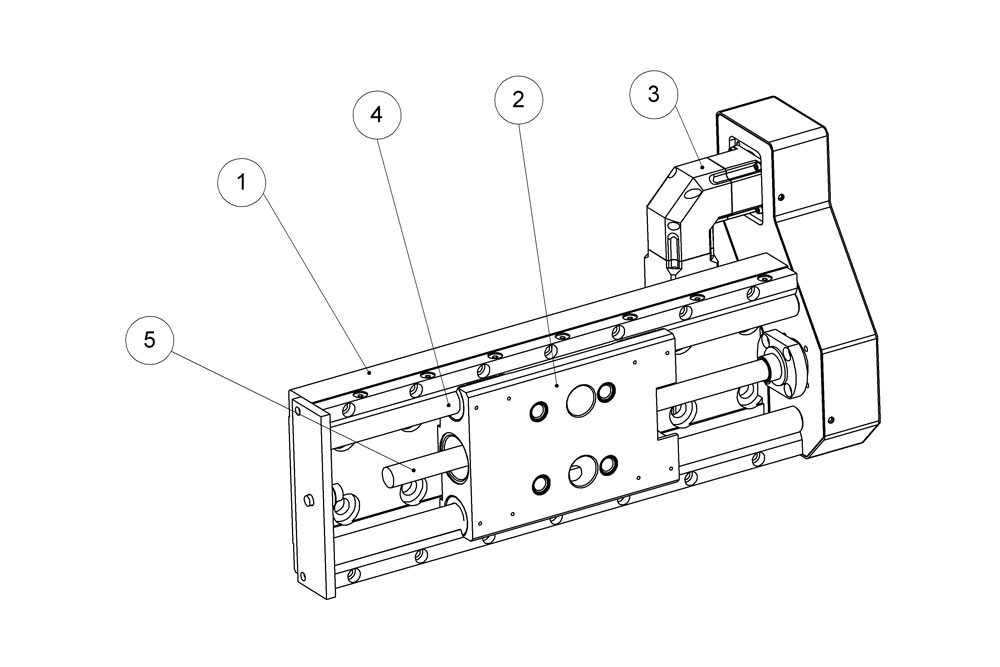
Вертикальный механизированный суппорт (рис. 3) предназначен для выставления горелки по высоте относительно изделия. Суппорт также является исполнительным механизмом системы АРНД. Основными составными частями суппорта являются: основание 1, ползун 2, направляющие для перемещения ползуна 5, шарико-винтовая передача (ШВП) 4, ременная передача и сервопривод перемещения ползуна 3. Защитная спираль ШВП и кожух привода на рисунке условно не показаны. |
|
|
|
|
Рис. 3. Вертикальный механизированный суппорт |
|
■ Горизонтальный механизированный суппорт |
Δ Наверх |
|
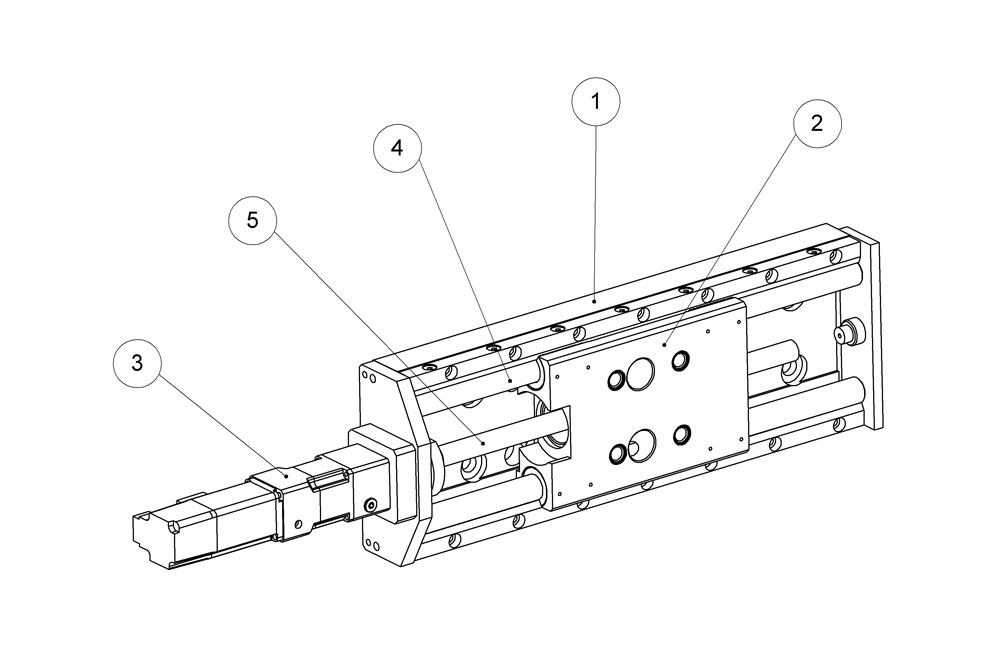
Горизонтальный механизированный суппорт (рис. 4) является исполнительным механизмом системы осцилляции. Основными составными частями суппорта являются: основание 1, ползун 2, направляющие для перемещения ползуна 4, шарико-винтовая передача (ШВП) 5, сервопривод перемещения ползуна 3. Защитная спираль ШВП и кожух привода на рисунке условно не показаны. |
|
|
|
|
Рис. 4. Горизонтальный механизированный суппорт |
|
■ Механизм настройки положения присадочной проволоки |
Δ Наверх |
|
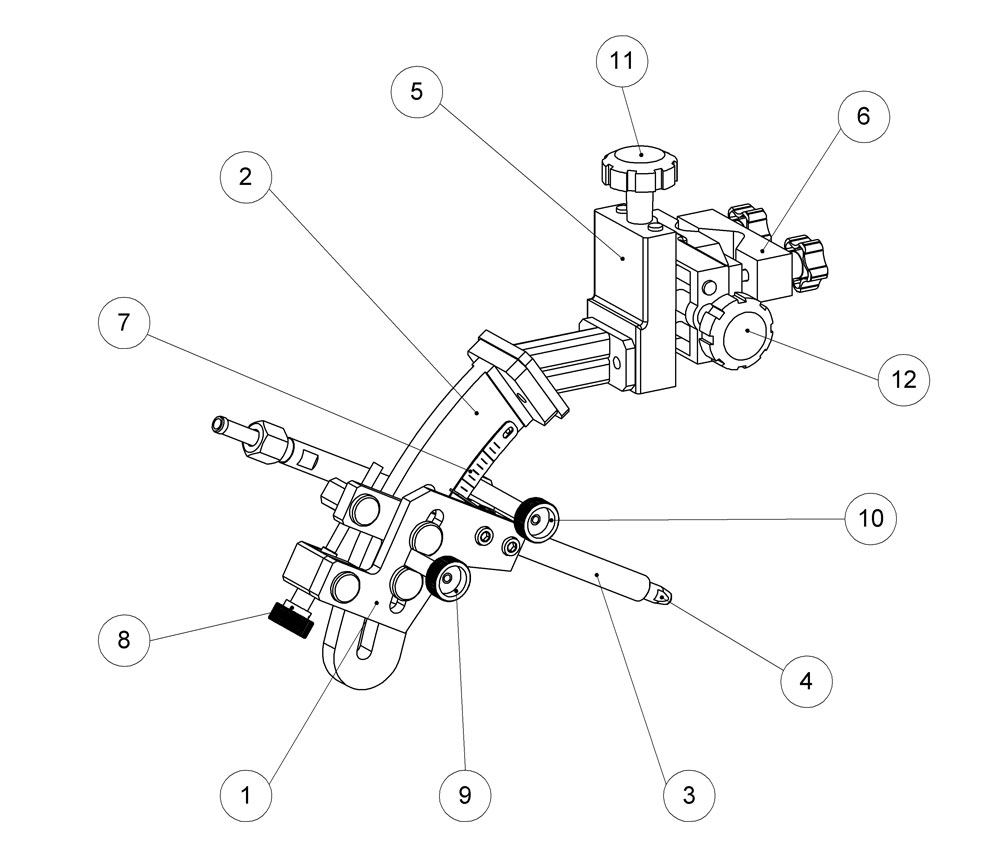
Механизм настройки положения присадочной проволоки (см. рис. 5) предназначен для направления проволоки под необходимым углом в сварочную ванну, а также для регулировки её положения в вертикальном и поперечном направлениях. |
|
|
|
|
Рис. 5. Механизм настройки положения присадочной проволоки |
|
|
Механизм состоит из ползуна 1, перемещающегося по направляющей 2 со шкалой 7. В клемме ползуна закреплен направляющий мундштук 3 со сменным наконечником 4. Направляющая в свою очередь закреплена на крестообразном суппорте 5, позволяющем настраивать положение мундштука по вертикали и горизонтали. Весь механизм фиксируется на корпусе горелки при помощи клеммы 6. |
|
|
Настройка положения мундштука:
|
|
■ Подающее устройство |
Δ Наверх |
|
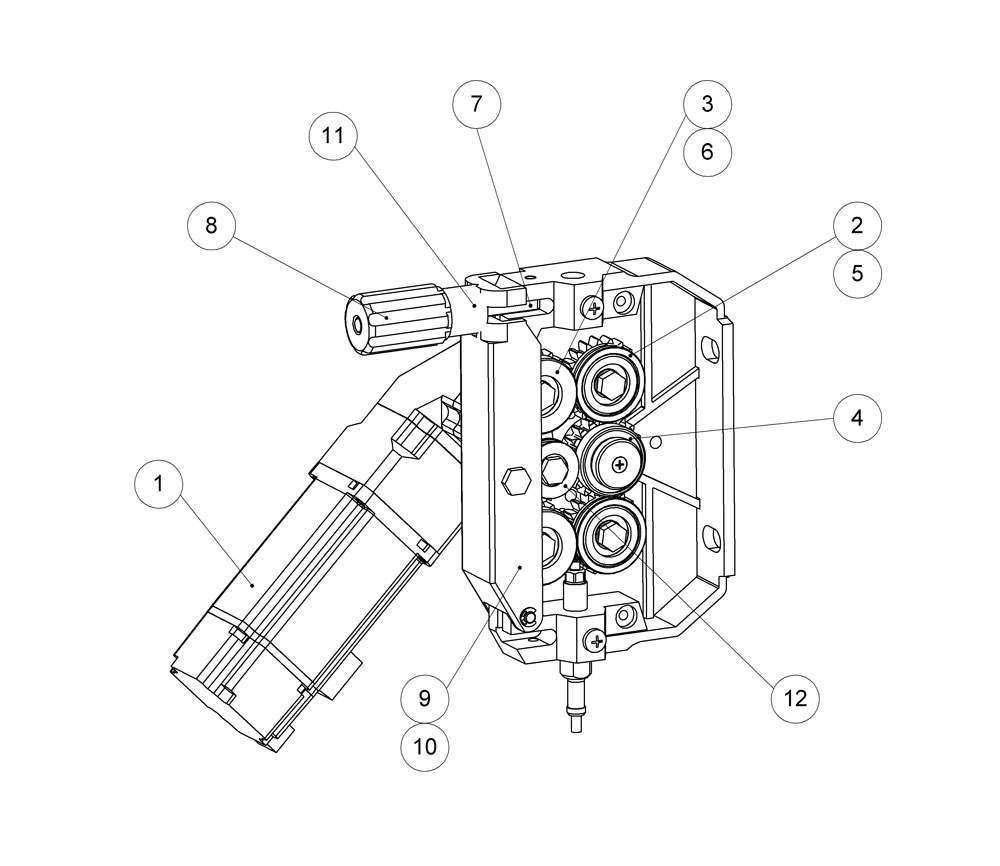
Подающее устройство (рис. 6) включает в себя электродвигательный привод 1 (кожух двигателя не показан), подающие ролики: ведущие 2 и прижимные 3, а также другие элементы прижимного устройства. Электродвигательный привод состоит из сервомотора и планетарного редуктора. Электропривод может быть установлен в различных положениях (под разным углом) относительно оси подачи проволоки. |
|
|
|
|
Рис. 6. Подающее устройство |
|
|
В 4-роликовом полноприводном подающем устройстве ведущие ролики 2, имеющие по одной канавке седловидной формы (для подачи проволоки конкретного диаметра), закрепляются на осях, параллельных выходному валу редуктора, причём на выходном валу редуктора располагается «распределительная» шестерня 4, передающая крутящий момент на нижние (ведущие) ролики 2 через нижние зубчатые колёса 5, а эти колёса, в свою очередь, – на верхние (прижимные) ролики 3 через верхние зубчатые колёса 6. Для заправки электродной проволоки необходимо откинуть резьбовую ось 7 с ручкой 8, освободив тем самым скобу 9 с коромыслом 10, на котором расположены прижимные ролики 3. Коромысло с роликами после этого поднимется, а скоба повернётся относительно собственной оси крепления при помощи пружины, расположенной внутри скобы. Степень поджатия прижимных роликов 3 регулируется ручкой 8, воздействующей на оси роликов через пружину, находящуюся на резьбовой оси 7 внутри ручки, толкатель 11, скобу 9 и коромысло 10. Настройка усилия поджатия осуществляется по шкале, нанесённой на внешнюю поверхность толкателя 11. Коромысло 10, размещённое внутри скобы 9, обеспечивает самоустановку боковых фланцев, в которых закреплены оси прижимных роликов 3, что позволяет равномерно передать усилие прижима на оба ролика. Установленный между парами подающих роликов «стабилизирующий» ролик 12 позволяет избежать нарушения стабильности подачи проволоки при её прохождении в этом промежутке. В зависимости от диаметра и типа подаваемой проволоки меняются подающие (ведущие и прижимные) ролики. Регулировкой степени поджатия прижимных роликов следует добиться отсутствия проскальзывания ведущих роликов относительно электродной проволоки. Регулировать поджатие необходимо после настройки тормозного устройства. При закручивании ручки 8 до упора компенсационное действие прижимной пружины прекращается, что влечёт за собой нестабильность подачи электродной проволоки, быстрый износ роликов, появление металлической стружки и, следовательно, забивание ею направляющей спирали токоподвода, что ещё больше увеличивает сопротивление проталкиванию проволоки.
Слишком сильная затяжка тормозного устройства и прижимных роликов приводит:
|
|
■ Шкаф управления ШУ-117 |
Δ Наверх |
|
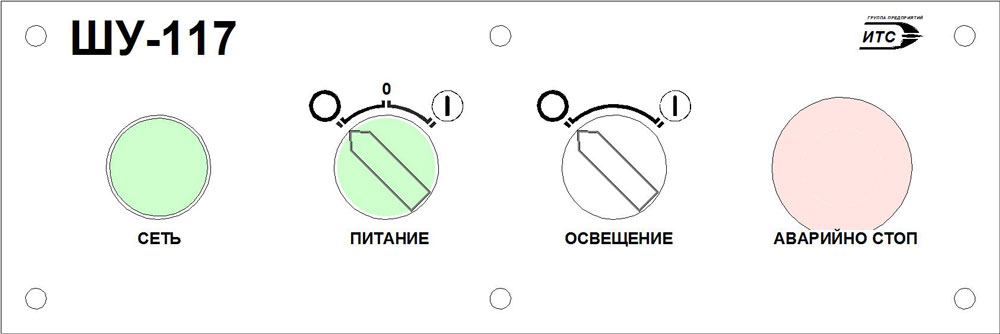
Шкаф управления ШУ-117 состоит из корпуса, установленного на цоколе, монтажной панели с установленным на ней оборудованием, лицевой панели (рис. 7) и панели разъёмов, расположенной на боковой стенке. |
|
|
|
|
Рис. 7. Шкаф управления ШУ-117. Лицевая панель |
|
|
Работа со шкафом управления:
|
|
■ Пульт управления сварочным процессом ПУСП-117 |
Δ Наверх |
|
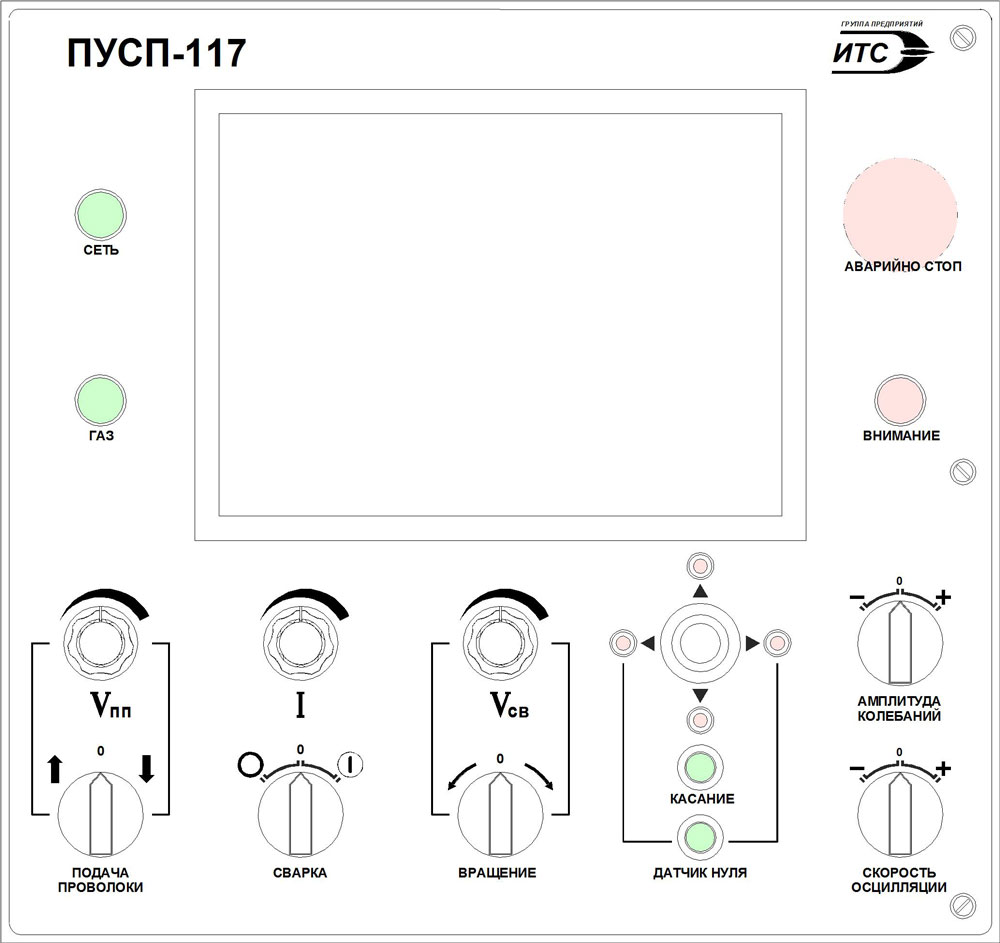
Пульт управления сварочным процессом ПУСП-117 предназначен для задания основных сварочных параметров, таких как напряжение (для работы системы АРНД), сила тока, скорость сварки и скорость подачи присадочной проволоки; управления системой осцилляции и АРНД; включения и выключения сварочного цикла и отображения необходимой информации. Пульт состоит из корпуса, лицевой панели (рис. 8) и сенсорной панели (см. описание панели КТР600). |
|
|
Работа с пультом управления:
|
|
|
|
|
Рис. 8. Пульт управления сварочным процессом ПУСП-117. Лицевая панель |
|
■ Комплекс выполняет следующие работы |
Δ Наверх |
|
Подготовка к сварке
|
|
■ Система управления комплексом |
Δ Наверх |
|
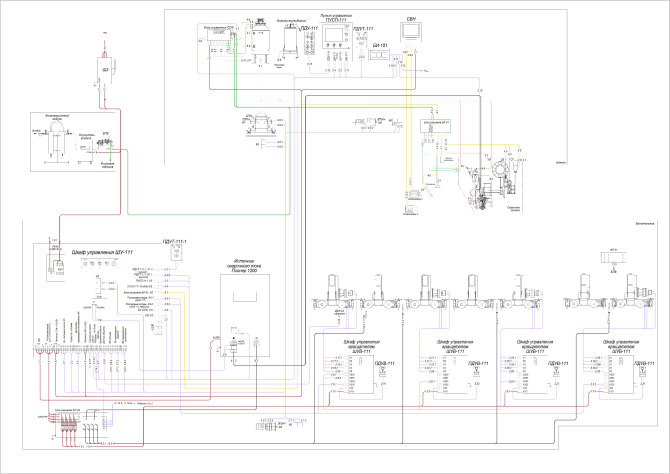
Электрооборудование Комплекса расположено в шкафу управления, пульте управления и блоке индикации. К электрооборудованию относится также источник питания сварочного тока. Управление Комплексом осуществляется с пульта управления и источника сварочного тока. |
|
|
Система управления обеспечивает:
■ работу в автоматическом и наладочном режимах;
|
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
| Внешний вид изделия, может отличаться от иллюстраций, представленных на сайте. | |
| Материалы размещенные на сайте носят информационный характер и не являются публичной офертой. |