|
КОМПЛЕКС НАПЛАВКИ И СВАРКИ КНС-118 |
|
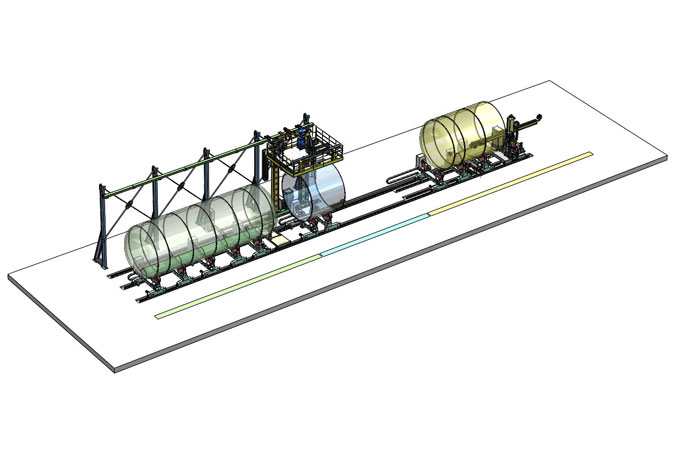
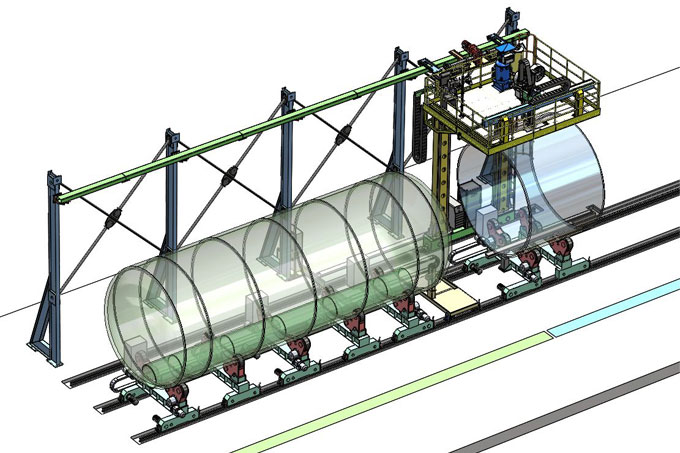
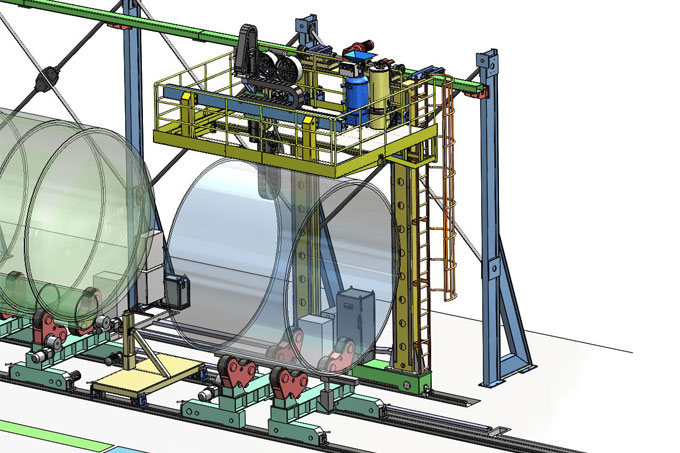
Комплекс наплавки и сварки КНС-118 предназначен для автоматической кольцевой наплавки торцов цилиндрических патрубков, а также для вварки цилиндрических радиальных патрубков в корпусные изделия. Комплекс наплавки и сварки КНС-118 предназначен для автоматической наплавки торцов патрубков Ду1200, Ду800 ПГВ и т. п. под флюсом, автоматической вварки радиальных патрубков диаметром от 200 до 1600 мм под флюсом. |
|
Комплекс изготовлен в исполнении УХЛ4 для работы в районах умеренного климата при температуре окружающего воздуха от 0 °C до плюс 40 °C, с относительной влажностью не более 80% при температуре плюс 20 °C на высоте не более 1000 м над уровнем моря. |
|
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|
|
| + Технические характеристики |
|
СОСТАВ ИЗДЕЛИЯ И КОМПЛЕКТ ПОСТАВКИ |
|
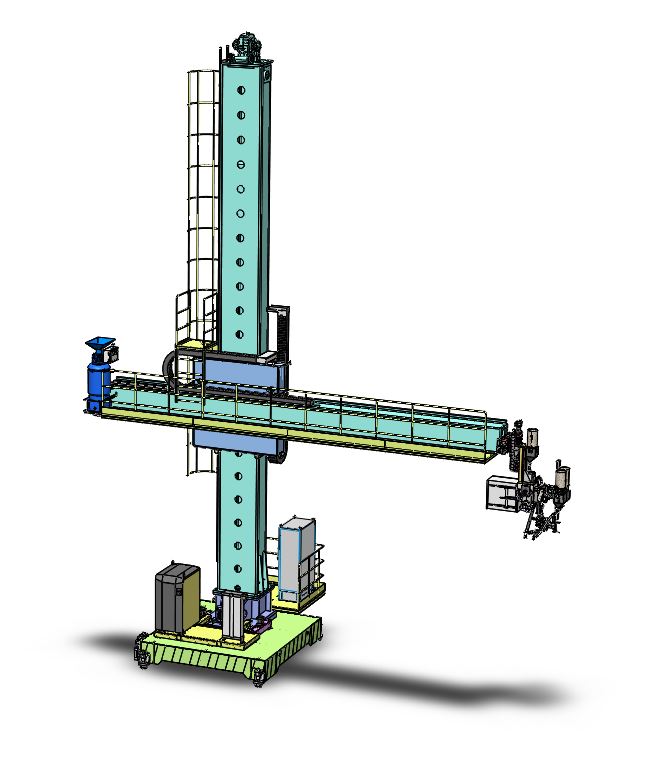
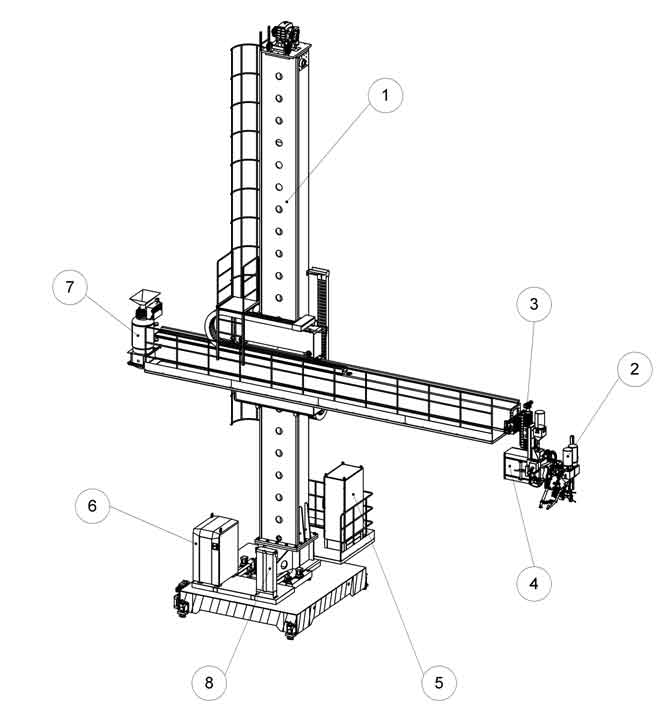
| Комплекс включает в себя (см. рис. 1): колонну 1; головку для кольцевой наплавки торцов патрубков и вварки их в корпусные изделия 2; блок суппортов 3 для позиционирования головки; систему управления комплексом 4 (включая шкаф управления комплексом 5; источники питания сварочной дуги 6 и комплект пультов и блоков управления (на рис. не обозначены)); бак-питатель системы подачи флюса 7 и фильтр-осушитель воздуха 8. | |
|
|
| Рис. 1. Комплекс. Общий вид |
| + Укрупнённый комплект поставки Комплекса |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
|
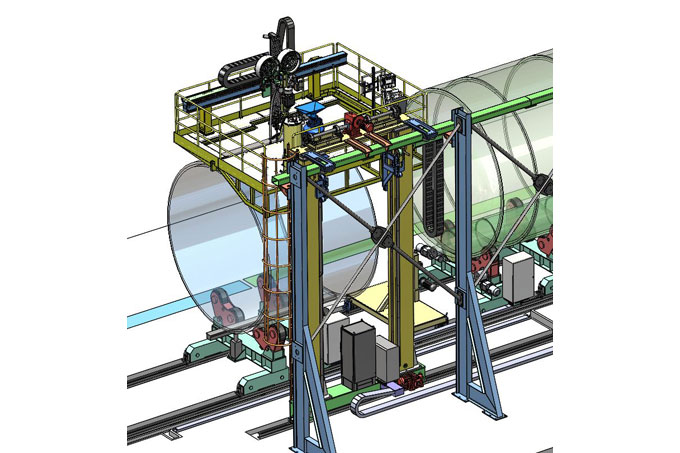
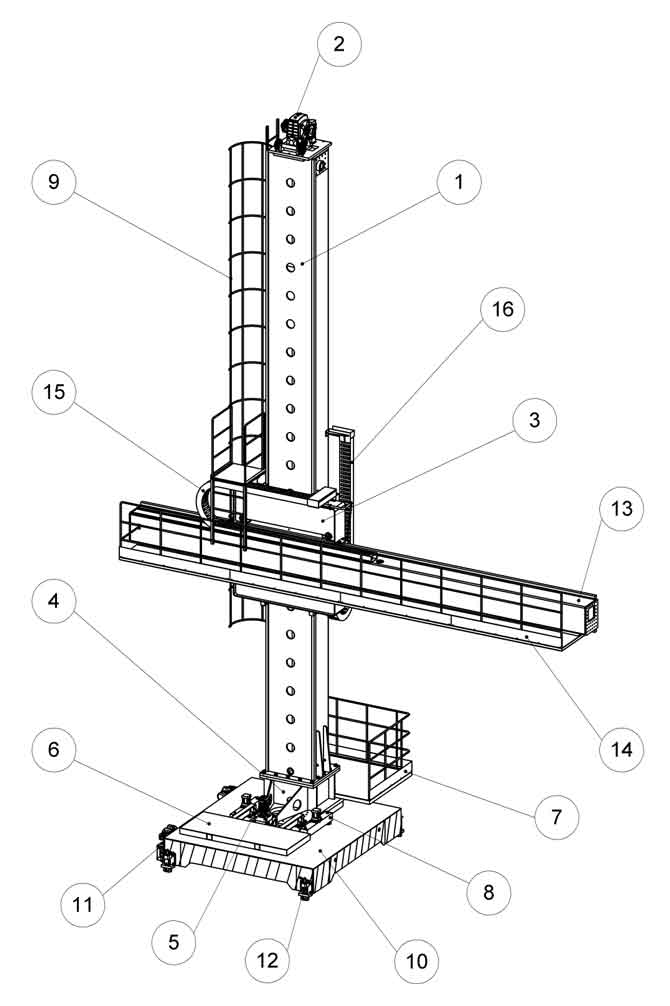
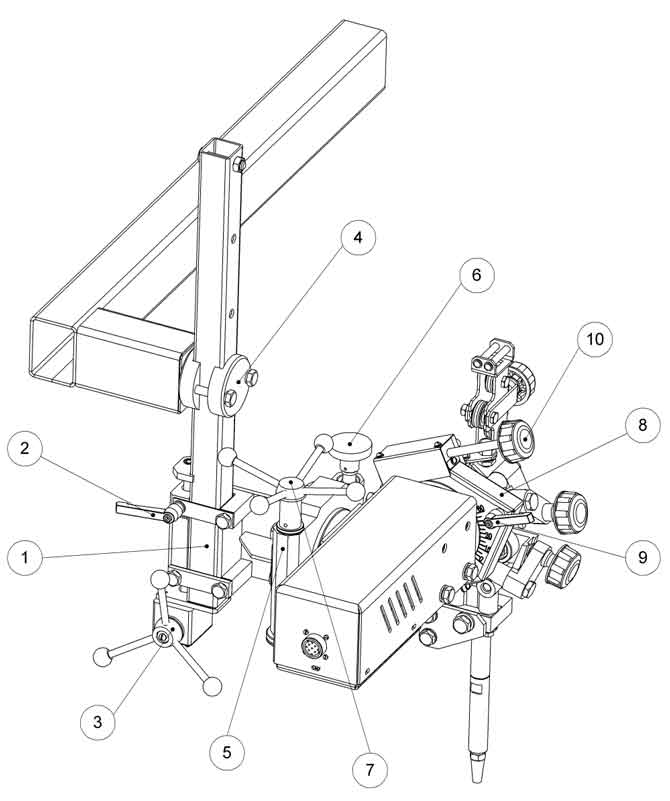
Колонна (рис. 2) состоит из вертикальной стойки 1 (включая механизм подъёма 2), каретку 3, противовес, противоаварийное устройство, опорно-поворотное устройство 4 с приводом 5 (включая раму под источники 6 и площадку сварщика 7), устройство блокировки поворота 8, лестницу 9), приводной тележки 10, горизонтальной балки (консоли) 13. Также колонна включает в свой состав горизонтальный 15 и вертикальный 16 кабелеукладчики. |
|
|
|
| Рис. 2. Колонна | |
|
Металлоконструкции колонны изготовлены из высокопрочной стали. Профильные направляющие обеспечивают надёжность работы конструкции при линейных перемещениях. Сварочная головка или кабина устанавливается на конец горизонтальной балки, расположенной на каретке. Противоаварийное устройство, установленное на каретке, препятствует падению балки и каретки в аварийной ситуации. Ограждения рабочих мест на высоте и проходов к ним, применяемые для предохранения человека от падения в местах перепада по высоте при выполнении работ на Комплексе, изготовлены в соответствии с требованиями ГОСТ 12.4.059-89. Ограждения должны эксплуатироваться в соответствии с требованиями ГОСТ 12.4.059-89, СНиП III–4-80. Колонна может поворачиваться около вертикальной оси на 180° в обоих направлениях. |
|
|
Тележка представляет собой закрытую сварную раму, установленную на колёсных парах. Внутренняя полость рамы залита бетоном, в ней выполнен канал для прокладки коммуникаций. Привода перемещения 12 установлены в передней и задней части тележки и связаны с осями колесных пар при помощи зубчатой передачи. Привода состоят из асинхронных электродвигателей и червячных редукторов. На тележке устанавливаются фиксирующие устройства 8, препятствующие смещению колонны при работе. На корпусе рамы тележки размещается опорно-поворотное устройство. |
|
Опорно-поворотное устройство с устройством блокировки представляет собой нижнюю часть стойки колонны и обеспечивает поворот стойки относительно вертикальной оси и её фиксацию в любом положении. Опорно-поворотное устройство – это конструкция, состоящая из поворотного подшип-никового узла и тормозного механизма. Устройство содержит корпус с посадочным отверстием, в котором установлен радиально-упорный подшипник большого диаметра. На подшипник устанавливается опорная пята, которая центрируется относительно корпуса при помощи подшипника. Корпус подшипникового узла жёстко закрепляется на раме тележки, а опорная пята, базирующаяся на внутреннем кольце подшипника, является местом установки и крепления стойки колонны. По периметру наружной цилиндрической поверхности корпуса стационарно располагается ведомое зубчатое колесо, а на опорной плите – привод поворота 5, состоящий из асинхронного электродвигателя и редуктора, на выходном валу которого установлена ведущая шестерня. К верхней поверхности рамы тележки прижимаются колодки, создающие тормозной момент, фиксируя положение стойки колонны. Для растормаживания опорно-поворотного устройства с целью поворота колонны тормозные колодки отводятся с помощью пневмоцилиндров, смонтированных на опорной плите. |
|
|
Стойка представляет собой коробчатую сварную конструкцию с приваренными профильными направляющими, по которым осуществляется вертикальное перемещение каретки. Стойка снабжена конечными выключателями крайних положений каретки и жёсткими упорами на случай отказа конечных выключателей. В боковых стенках стойки выполнены отверстия для её транспортировки и установки в вертикальное положение при монтаже, а также для протяжки через неё монтажных частей и коммуникаций. На боковой поверхности стойки установлена лестница. |
|
|
Механизм подъёма предназначен для вертикального перемещения каретки с горизонтальной балкой (консолью). Привод механизма подъёма включает в себя асинхронный электродвигатель, соединённый с двухступенчатым червячным редуктором. На выходном валу редуктора установлены звёздочки, которые взаимодействуют с цепями подвески, на один конец которых подвешивается каретка, а на другой – противовес. |
|
|
Каретка устанавливается на стойку и посредством цепей соединяется с механизмом подъёма. Каретка – это сварная плита, снабжённая двадцатью четырьмя осями, на которых смонтированы ролики. Первая группа из двенадцати роликов предназначена для направления перемещения каретки по стойке, а вторая группа из двенадцати роликов – для направления перемещения горизонтальной балки (консоли) по каретке. В каждой группе шесть роликов установлены на эксцентриках, что позволяет обеспечить плотное прилегание профильных направляющих к поверхностям качения роликов. На каретке установлен привод перемещения горизонтальной балки (консоли), состоящий из асинхронного электродвигателя и планетарного редуктора. Шестерня, установленная на выходном валу редуктора, зацепляется с рейкой балки. На каретке установлены конечные выключатели крайних положений балки по вертикали и горизонтали, взаимодействующие с упорами, расположенными на стойке и балке соответственно. На каретке также есть противоаварийное устройство, которое, при разрыве подъёмной цепи или редуктора, под действием пружин безопасности вводит эксцентрики в плотный контакт с направляющими стойки, во избежание падения каретки вместе с балкой. |
|
|
Горизонтальная балка (консоль) устанавливается в направляющих роликах каретки. Представляет собой коробчатую сварную конструкцию с приваренными профильными направляющими. К балке прикреплена составная зубчатая рейка, с которой зацепляется выходная шестерня привода перемещения балки, установленного на каретке. Балка снабжена упорами крайних положений, взаимодействующими с конечными выключателями, установленными на каретке, и жёсткими упорами на случай отказа конечных выключателей. |
|
|
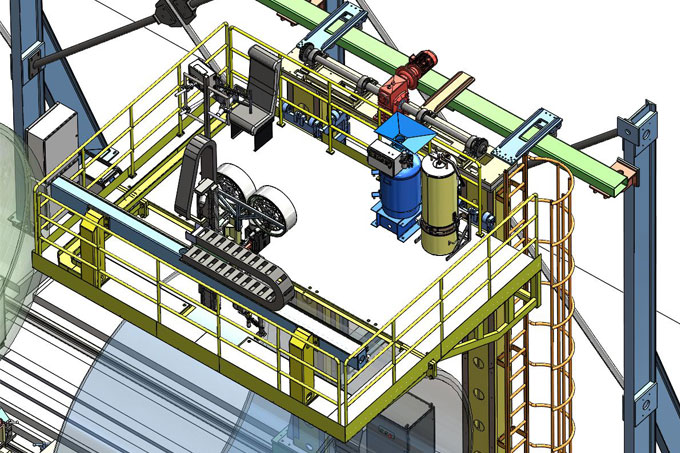
Площадка сварщика предназначена для нахождения на ней сварщика во время проведения сварочных работ, а также для обслуживания сварочного и вспомогательного оборудования, установленного на ней. Площадка расположена на переднем фланце балки. Подъём на площадку осуществляется следующим образом: сварщик поднимается на тележку колонны, затем по вертикальной лестнице через мостки на помост и по помосту на площадку. Имеется возможность подъёма сварщика на помост вне зависимости от высоты расположения консоли. На колонне имеется площадка сварщика 7, расположенная на поворотном основании и предназначена для управления сварочной колонной при помощи пульта ПДУК-118. Колонна располагается на рельсовом пути. Необходимо периодически контролировать расстояние между рельсами и их прямолинейность (не реже одного раза в 3 месяца) |
|
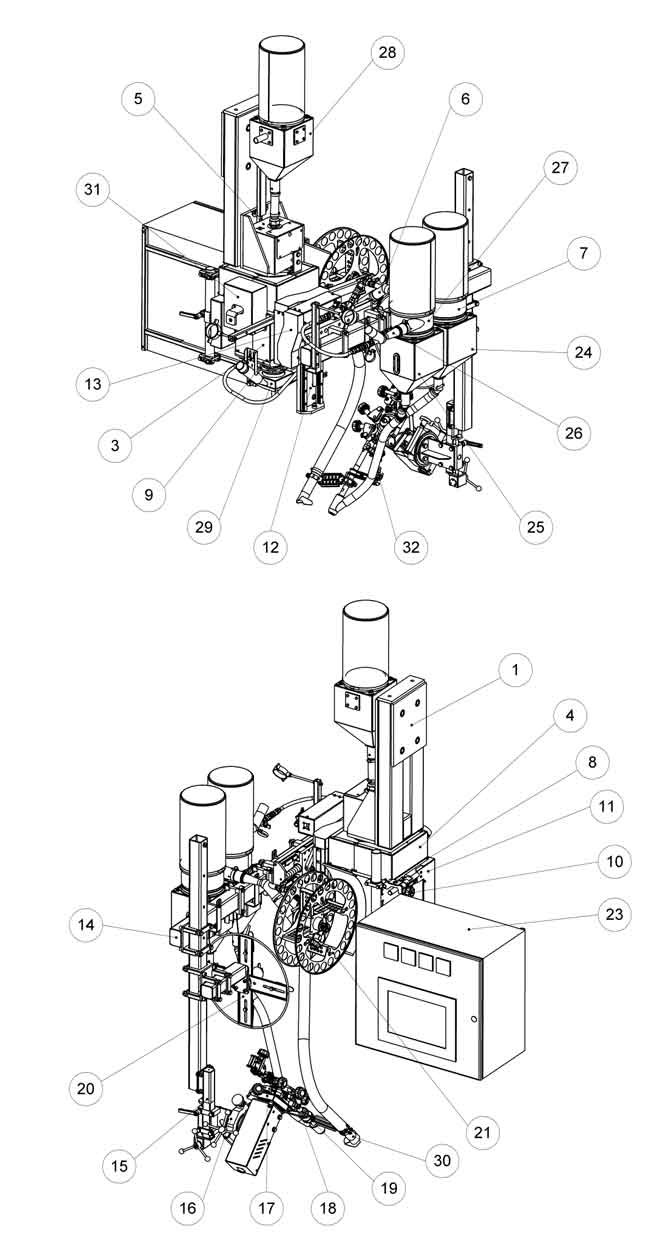
Головка(см. рис. 4). |
|
|
|
| Рис. 4. Сварочная головка УПП-02. Общий вид | |
|
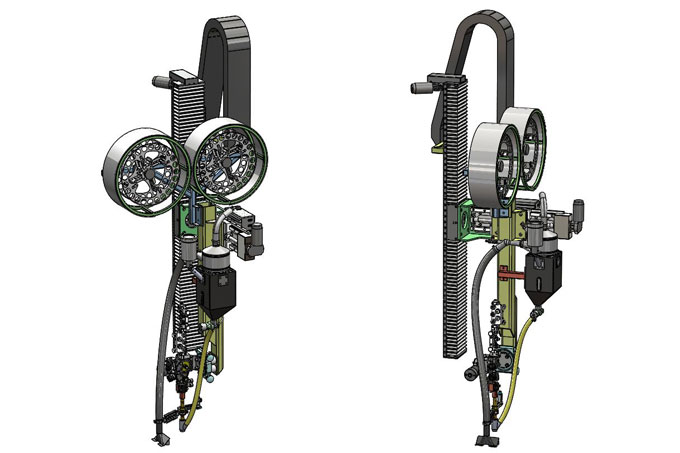
Головка для наплавки и сварки (УПП-02), входящая в состав Установки, выполнена в виде подвесной конструкции и предполагает размещение на специальных сварочный порталах или колоннах. |
|
|
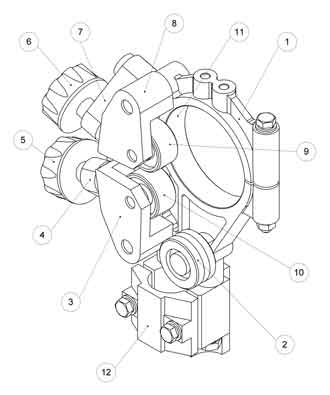
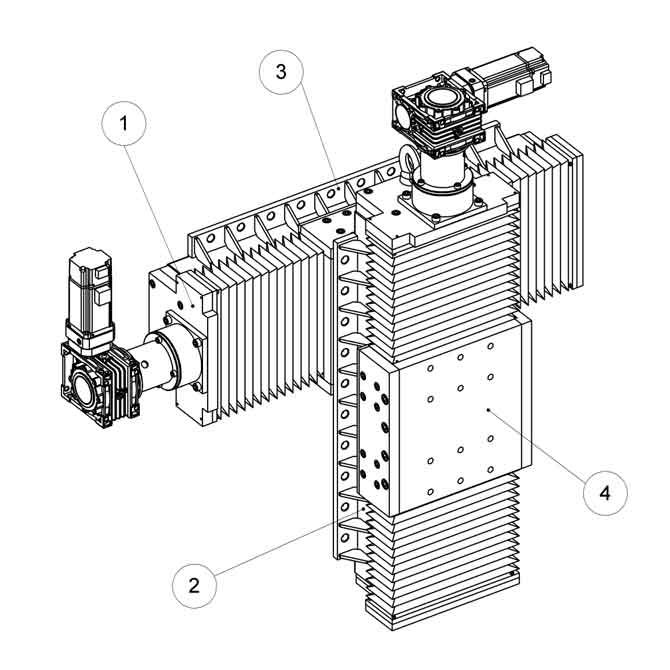
Креплением головки к блоку суппортов (или иному несущему конструктиву) служит кронштейн 1 с закреплённой на нём опорной шестернёй и несущей полой осью вращения. На оси вращения закреплены управляющий, силовой, воздушный и флюсовый коллекторы. Внешнее соединение коллекторов осуществляется через блок разъёмов 5, расположенный сверху в центре оси вращения. Сверху силовой коллектор закрыт защитным кожухом 4. Внутренние соединения управляющего, силового и воздушного коллекторов осуществляются через разъёмы, расположенные на боковых щитках корпуса 3. Флюсовый коллектор 29 расположен в нижней части полой оси. Вокруг оси вращения на двух подшипниках вращается корпус, состоящий из верхнего 8 и нижнего 9 оснований, соединённых между собой стойками. Вращение корпуса производится мотор-редуктором 11, закреплённым на верхнем основании корпуса, приводная шестерня которого входит в зацепление с опорной шестерней. Вывод шестерни из зацепления производится при помощи механизма с электромагнитной муфтой 10. |
|
|
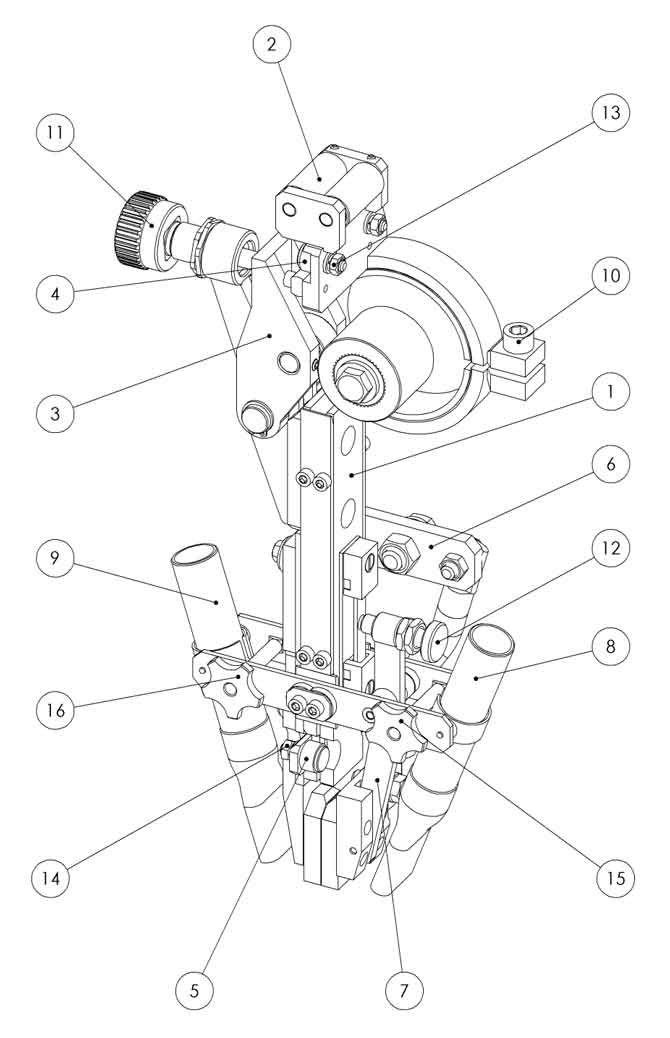
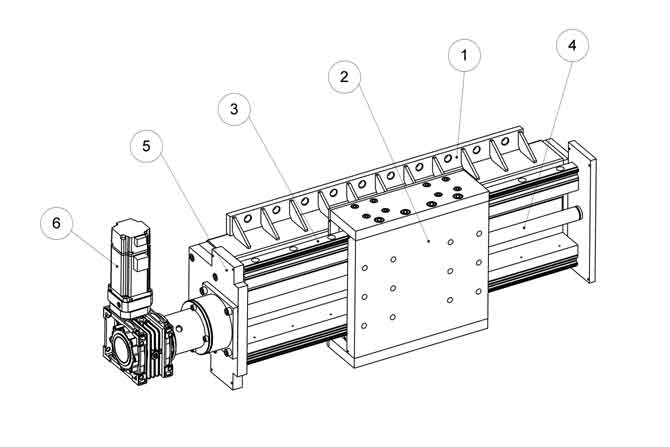
Механизм линейных перемещений сварочной головки закреплён на кронштейнах, расположенных на верхнем и нижнем основаниях корпуса и состоит из вертикального 12 и горизонтального 13 суппортов, образующих крест. Перемещение сварочной головки производится мотор-редукторами через ременные передачи. На основании горизонтального суппорта через кронштейн 14 закреплён механизм подачи проволоки 18. Для экспресс-регулировки положения механизма подачи проволоки предусмотрен механизм регулировки в вертикальной плоскости 15 (устанавливается при необходимости), поворотный суппорт наклона в поперечной плоскости 16 и поворотный суппорт наклона в продольной плоскости с нониусной шкалой 17. На кронштейне также закреплён рабочий бункер для флюса 24, бункер 25 и стойка с кассетным устройством для ленточной наплавки 20. В клемме подающего устройства закреплён мундштук-токоподвод 19, на котором расположен светоуказатель 32 и сопло флюсосбора 30. |
|
|
На корпусе через изоляторы закреплена стойка с кассетным устройством для сварки проволокой 21, блок шунта (расположен за вертикальным суппортом, на рис. не обозначен), блок трансформатора тока 31 и блок управления 23. |
|
|
В нижней части головки установлен воздушный коллектор, который позволяет организовать работу системы флюсооборота по «малому кругу». Остатки флюса собираются специальным соплом, разряжение в котором создаётся при помощи эжектора 6, после чего поток флюса тормозится в циклоне 7 и, проходя через сетчатый фильтр, снова попадает в бункер. Расположение коллекторов показано на рис. 5. В верхней части головки установлен силовой коллектор 1, в средней - управляющий коллектор 2, в нижней – воздушный коллектор 3 и на выходе из полой оси – флюсовый 4. |
|
|
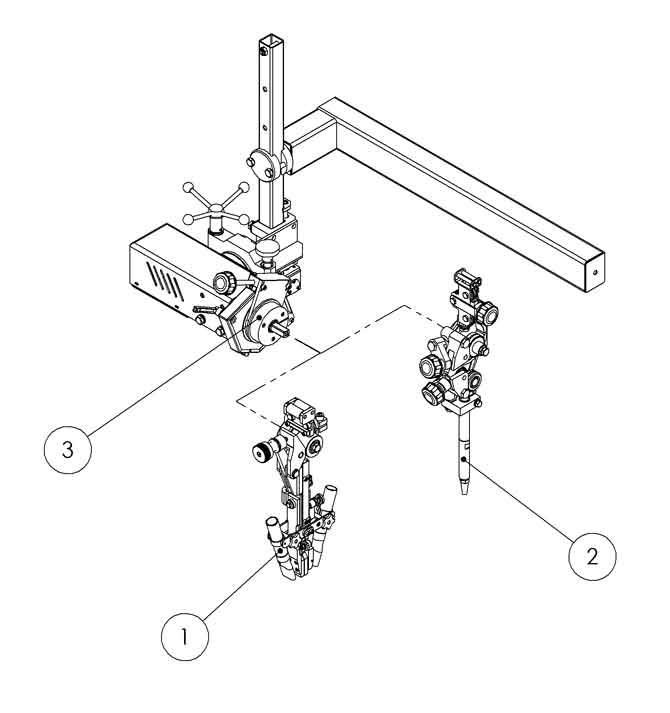
На подающее устройство 3 может быть установлена насадка для сварки 2 или насадка для наплавки лентой 1 (см. рис. 6). |
|
|
|
| Рис. 5. Головка. Расположение коллекторов | Рис. 6. Головка. Насадки |
|
Управление головкой осуществляется с пульта управления сварочным процессом, а также с пульта дистанционного управления. |
|
|
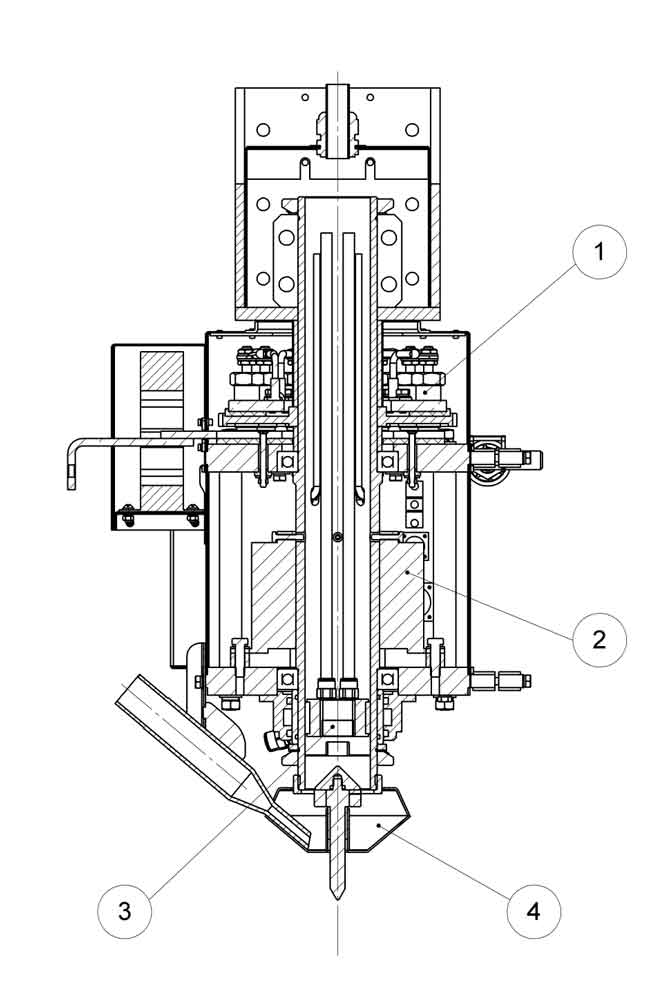
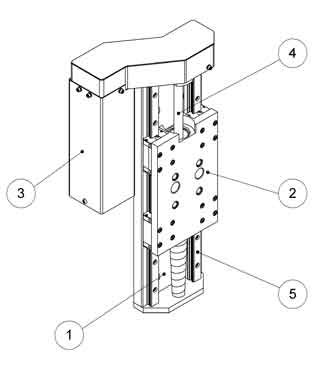
Вертикальный и горизонтальный суппорты (рис. 7) предназначены для выставления мундштука головки по вертикали и горизонтали относительно изделия. Основными частями суппорта являются: основание 1, ползун 2, привод 3, шарико-винтовая пара 4 и направляющие 5. |
|
|
Кассетное устройство состоит из кассеты и тормозного устройства. |
|
|
Тормозное устройство предназначено для обеспечения необходимого натяга проволоки между кассетой и подающим устройством. |
|
|
Настройка тормозного устройства должна приводить к отсутствию проворачивания целиком заполненной кассеты с проволокой после выключения подающего устройства, работавшего на максимальной скорости. Регулирование тормозного момента осуществляется вращением гайки, расположенной в корпусе устройства, для каждого типа и диаметра проволоки. |
|
|
|
| Рис. 7. Суппорт | Рис. 8. Подающее устройство |
|
Подающее устройство для сварки (рис. 8) включает в себя:
|
|
|
Усилие поджатия прижимного ролика к ведущему регулируется с помощью подпружиненного толкателя, завинченного в поворотный рычаг 77 рукояткой 6 прижимного ролика 9, а величина прогиба электродной проволоки при правке устанавливается с помощью толкателя, завинченного в поворотный рычаг 4 рукояткой 5 правильного ролика 10. |
|
|
Для заправки электродной проволоки в канавку ведущего ролика и в токоподвод следует освободить скобы правильного 3 и прижимного 8 роликов, вывинчивая толкатели, удерживающие эти скобы; затем рычаги 4 и 7 с толкателями правильного и прижимного роликов отводятся в сторону, после этого отводятся скобы. |
|
|
После заправки проволоки скобы 3 и 8, рычаги 4 и 7 устанавливаются в рабочее положение, а с помощью рукоятки прижимного ролика 6 и рукоятки правильного ролика 5 создаются усилие прижима и величина правки электродной проволоки в зависимости от её диаметра. При поджатии прижимного ролика руководствуются следующим правилом: рукоятка прижимного ролика закручивается до упора, а затем отпускается примерно на треть оборота. |
|
|
Насадка для наплавки лентой (рис. 9) включает в себя:
|
|
|
|
| Рис. 9. Насадка для наплавки лентой | |
|
Крепление насадки на подающем устройстве осуществляется при помощи клеммы, усилие сжатия которой регулируется винтом 10. Усилие поджатия прижимного ролика к ведущему регулируется с помощью подпружиненного толкателя 11. Поджатие токоподводящих губок осуществляется винтом 12. |
|
|
Для заправки электродной ленты в токоподвод следует освободить скобу прижимного ролика 3, ослабить устройство поджима губок 77, используя винты 13 и 14 выставить направляющие ролики 4 и 5 на ширину используемой ленты. |
|
|
После заправки проволоки скоба 3 и устройство 7 устанавливаются в рабочее положение, и с помощью рукояток создаётся необходимое усилие прижима. При поджатии прижимного ролика руководствуются следующим правилом: рукоятка прижимного ролика закручивается до упора, а затем отпускается примерно на треть оборота. |
|
|
Для регулировки положения патрубков флюсоподачи 8 и 9 необходимо ослабить фиксирующие винты 15 и 16. |
|
|
Узел экспресс-регулировки положения подающего устройства (рис. 10) состоит из следующих частей:
|
|
|
|
| Рис. 10. Узел экспресс-регулировки положения подающего устройства |
|
Блок суппортов предназначен для выставления головки по вертикали и горизонтали относительно изделия. |
|
|
Блок суппортов состоит из (рис. 11):
|
|
|
Блок суппортов крепиться к колонне фланцем кронштейна 3. К ползуну 4 вертикального суппорта 2 крепится головка. |
|
|
|
| Рис. 11. Блок суппортов | |
|
Горизонтальный/вертикальный суппорт позиционирования головки (рис. 12) предназначен для смещения головки с зенита. |
|
|
Основными составными частями суппорта являются: основание 1, ползун 2, направляющие для перемещения ползуна 3, передача «винт-гайка» 4, опоры крепления винта 5 и привод перемещения ползуна 6. Винтовая передача и направляющие защищены от попадания пыли при помощи специальных гофр (на рис. не показаны). Ползун суппорта перемещается при вращении винта за счёт шарико-винтовой передачи. Скорость перемещения напрямую зависит от шага винта и скорости его вращения (т.е. скорости вращения привода суппорта). |
|
|
|
| Рис. 12. Суппорт позиционирования головки |
|
Система флюсооборота флюсооборота предназначена для подачи флюса в место сварки, а так же для сбора остатков флюса в рабочий бункер для его дальнейшего использования. Система является пневматической и включает в свой состав бак-питатель, являющийся сосудом работающим под давлением. |
|
|
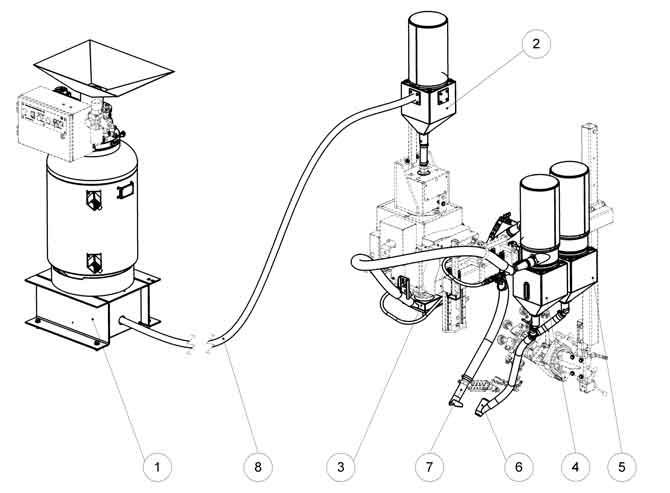
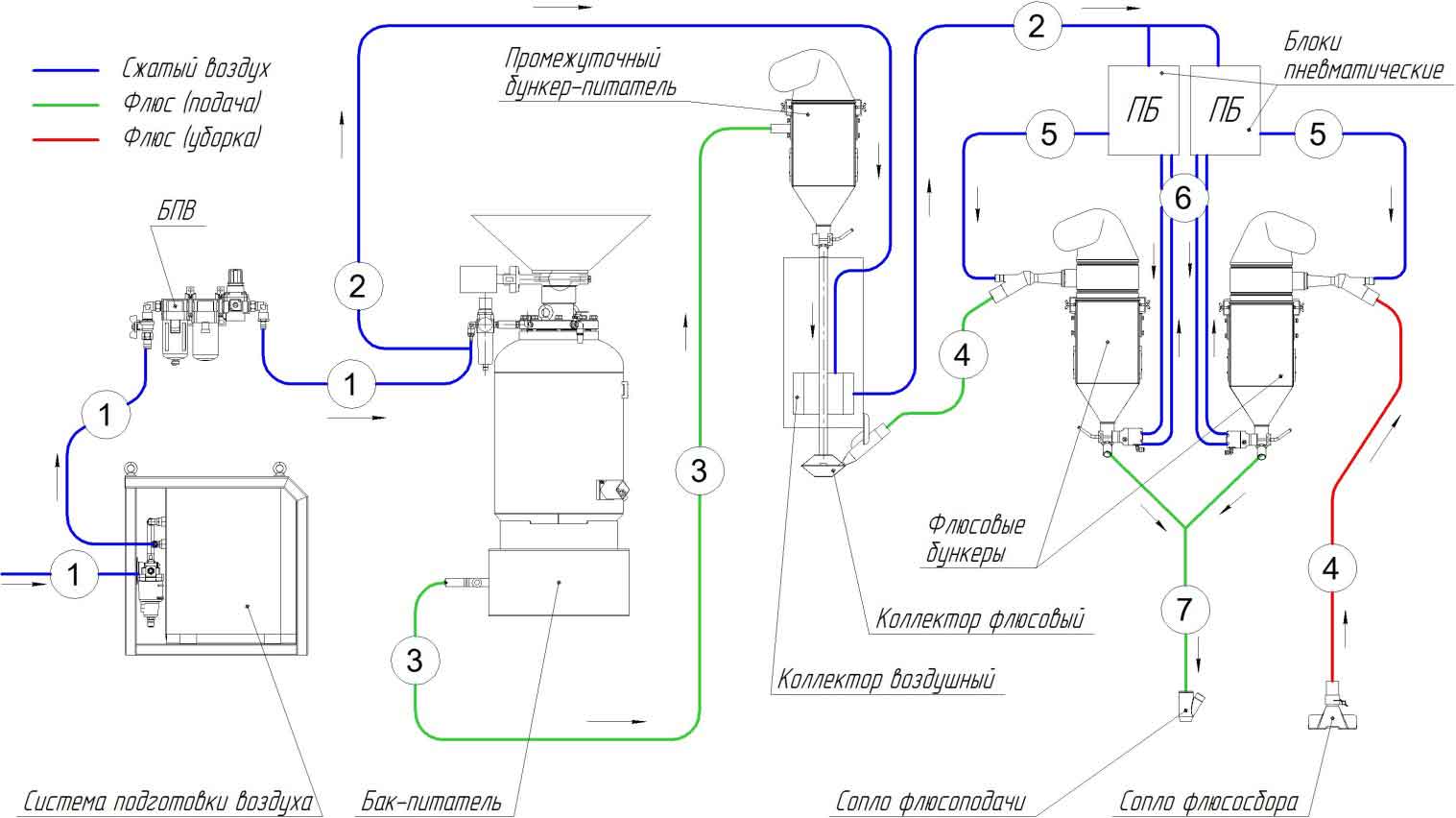
Система флюсооборота (рис. 13) включает в свой состав: бак-питатель СОФ 1, промежуточный бункер-питатель 2, флюсовый коллектор 3, флюсовый бункер 4 с поворотным автоматическим затвором, флюсовый бункер 5 с поворотным автоматическим затвором, сопла подачи и уборки 6 и 7, а также комплект шлангов 8 для соединения оборудования между собой. Подача сжатого воздуха осуществляется при помощи системы подготовки воздуха (на рис. не показана). |
|
|
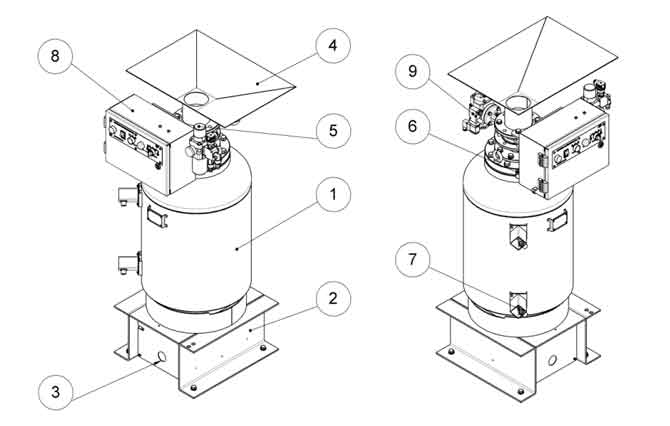
Бак-питатель системы флюсооборота (рис. 14) состоит из ёмкости 1, подставки 2, подающего патрубка 3, воронки для засыпания флюса 4 или переходным фланцем (в зависимости от комплектации), блока подготовки воздуха 5, предохранительного клапана 6, датчика наличия флюса 7, блока управления 8, дискового затвора 9, а также трубчатых электронагревателей (ТЭНов) (на рис. условно не показаны). |
|
|
Бак служит для хранения, подогрева, а также подачи флюса к головке. Перед подачей воздуха в бак закрывается дисковый затвор и в баке создается избыточное давление, которое выдавливает флюс через подающий патрубок. При возникновении в баке давления, превышающего рабочее, оно сбрасывается через предохранительный клапан. |
|
|
В нижней части бака установлены два трубчатых электронагревателя, которые подогревают флюс, что препятствует его слипанию и способствует беспрепятственной подаче к месту сварки. Диапазон температур нагрева флюса составляет 40...50 °С, при этом максимальная температура нагрева ТЭНов составляет 250 °С. |
|
|
Принцип работы системы флюсооборота. |
|
|
Подача флюса в зону сварки (см. рис. 13): при включении подачи флюса из бака-питателя 1 начинает поступать флюс в промежуточный бункер-питатель 2, затем самоссыпанием через рукав, расположенный в полом вале вращения головки, флюс попадает в лоток коллектора 3. Из этого лотка, при помощи разряжения, создаваемого эжектором бункера 4, флюс попадает в циклон, а затем в сам бункер. Из бункера по рукаву флюс самоссыпанием попадает в сопло 6, закреплённое непосредственно на мундштуке. |
|
|
Уборка флюса из зоны сварки (см. рис. 13): при включении уборки флюса включается подача сжатого воздуха в эжектор бункера 5. В сопле флюсосбора 7 создаётся разряжение и остатки флюса собираются в бункер. Бункер 5 в свою очередь соединен так же с соплом 6, что предотвращает переполнение бункера, т.к. флюс используется повторно. Попадая в циклон крупные части флюса (корка) задерживаются на специальной сетке, а мелкая фракция (пригодная к повторному использованию) попадает обратно в бункер. |
|
|
Для работы системы флюсооборота в автоматическом режиме на баке-питателе 1 установлен пневматический затвор и датчики наличия флюса. На рабочих бункерах 4 и 5 установлены пневматические затворы, датчики минимального и максимального наполнения их флюсом, а также пневматические блоки для управления затворами и эжекторами. При включении подачи и уборки флюса анализируются степени наполненности бункеров флюсом и, исходя из этого, происходит подача флюса из сразу двух бункеров или из какого-то одного. При отсутствии флюса сразу в двух бункерах и невозможности пополнить один из них из бака-питателя на панели управления отобразится соответствующее предупреждение и сварка будет прекращена сразу или через определённое время (задаётся в настройках). |
|
|
При ручной работе с системой флюсооборота оператор имеет возможность с панели управлять пневматическими затворами на бункерах, видеть индикацию состояния датчиков наличия флюса, а также при помощи виртуальной кнопки наполнять бункер 4. При этом отсутствует запрет на начало сварки при отсутствии флюса в бункерах. |
|
|
|
| Рис. 13. Система флюсооборота | |
|
|
| Рис. 14. Бак-питатель системы флюсооборота |
|
Работа с системой флюсооборота:
|
|
|
|
| Рис. 15. Схема подключения системы флюсооборота | |

|
|
| Рис. 16. Блок управления системы флюсооборота. Лицевая панель |
 , либо используйте панель пульта ПУСП -118 (см. описание панели);
, либо используйте панель пульта ПУСП -118 (см. описание панели);
 , либо используйте панель пульта ПУСП -118 (см. описание панели);
, либо используйте панель пульта ПУСП -118 (см. описание панели);
| № | Рукав | Длина, м |
| 1 | Рукав I-16-0,63 ГОСТ 9356-75 | 50/65 |
| 2 | Рукав I-12-0,63 ГОСТ 9356-75 | 15 |
| 3 | Рукав напорный МБС 25-1,6 ГОСТ 10362-76 | 23 |
| 4 | Рукав со стальной спиралью Ø38 мм | 3 |
| 5 | Трубка TU12-08 | 2 |
| 6 | Трубка TU06-04 | 3 |
| 7 | Шланг силиконовый Ø25х35 | 6 |
|
Система управления Комплексом состоит из следующих блоков:
|
|
|
Система управления обеспечивает:
|
|
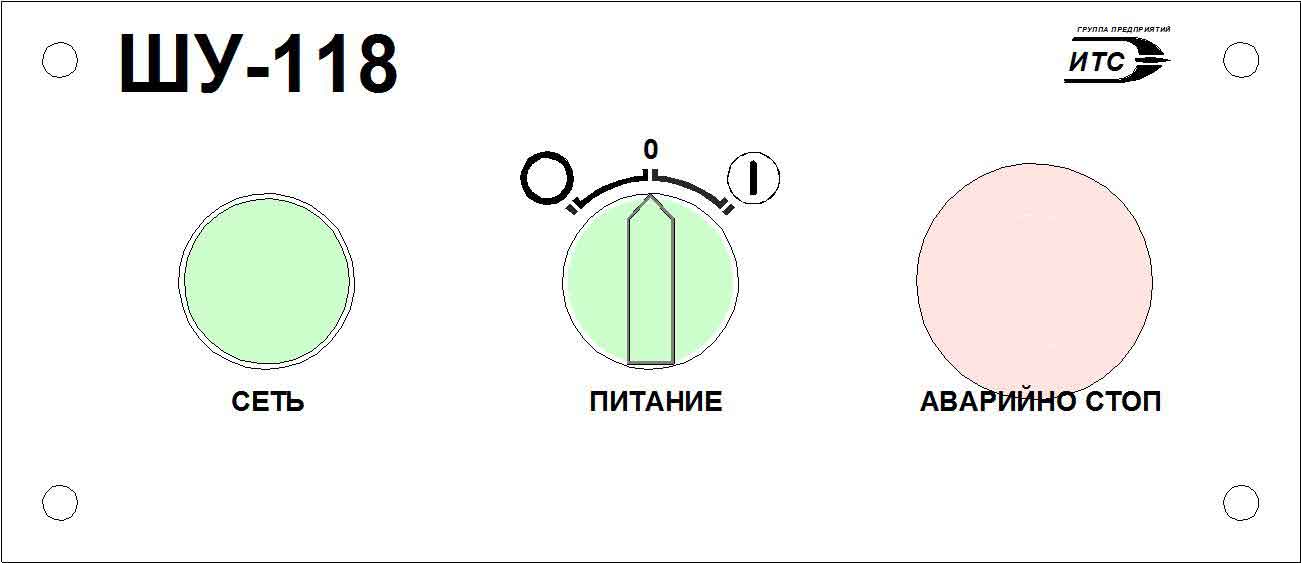
Шкаф управления ШУ-118 состоит из корпуса, лицевой панели, монтажной панели и панели с разъёмами. |
|
|
|
| Рис. 17. Шкаф управления ШУ-118. Лицевая панель | |
|
На передней панели шкафа (рис.17) расположены: лампа-индикатор «Сеть»; переключатель «Питание» и кнопка аварийного прекращения работы «Аварийно стоп». |
|
|
Шкаф управления расположен на основании колонны. |
|
|
Работа со шкафом управления: |
|
|
Для включения шкафа управления используйте переключатель «Питание».
|
|
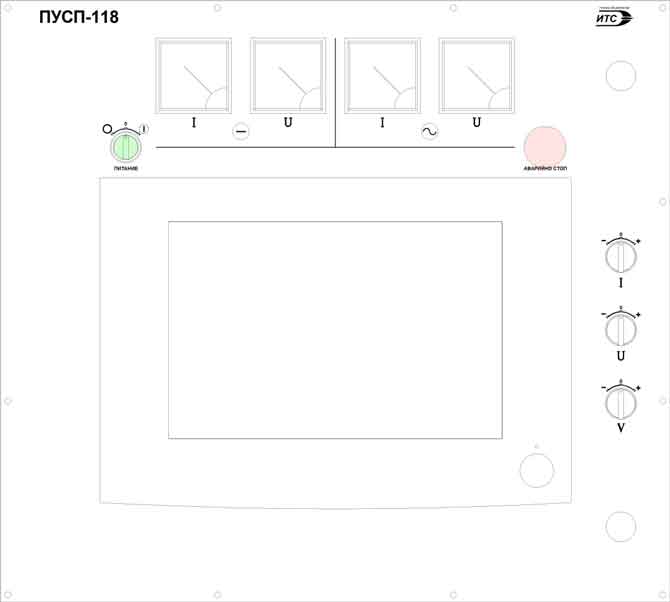
Пульт управления ПУСП-118 (рис. 18). |
|
|
Пульт управления установлен на кронштейне непосредственно на вращающейся части головки. |
|
|
Пульт управления состоит из корпуса, лицевой панели, монтажной панели и панели с разъемами. На лицевой панели расположены: толчковые переключатели для настройки силы тока, напряжения и скорости сварки, измерительные приборы, панель управления и аппа-ратура управления. |
|
|
|
| Рис. 18. Пульт управления ПУСП-118. Лицевая панель | |
|
Работа с пультом управления: |
|
|
Для начала работы переведите переключатель «Питание» в положение |
|
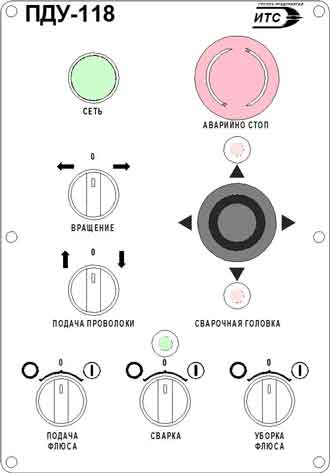
Пульт дистанционного управления сварочным процессом ПДУ-118 предназначен для дистанционного управления составными частями Комплекса. |
|
|
Пульт состоит из корпуса и лицевой панели (рис. 19). |
|
|
|
| Рис. 19. Пульт дистанционного управления ПДУ-118. Лицевая панель | |
|
Работа с дистанционным пультом управления: |
|
|
Перед началом работы убедитесь, что горит лампа «Сеть».
|
|
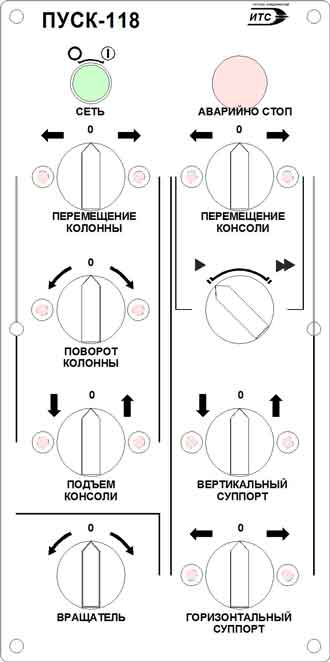
Пульт управления сварочной колонной ПУСК-118 (рис. 20) предназначен для управления составными частями колонны. |
|
|
Пульт состоит из корпуса и лицевой панели. |
|
|
|
| Рис. 20. Пульт управления сварочной колонной ПУСК-118. Лицевая панель | |
|
Работа с пультом управления колонной: |
|
|
|
|
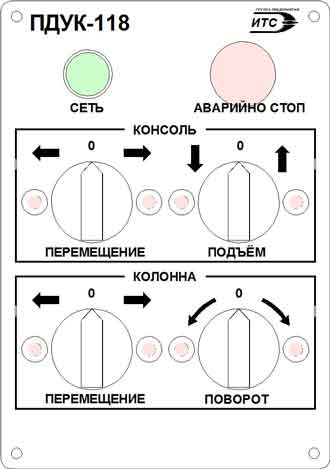
Пульт дистанционного управления колонной ПДУК-118 (рис. 21) предназначен для дистанционного управления составными частями колонны. |
|
|
Пульт состоит из корпуса и лицевой панели. |
|
|
|
| Рис. 21. Пульт дистанционного управления колонной ПДУК-118. Лицевая панель | |
|
Работа с пультом управления колонной: |
|
|
Перед началом работы убедитесь, что горит лампа «Сеть».
|
|
Комплекс выполняет следующие работы: |
|
|
Подготовка к сварке и наплавке (наладка).
|
|
|
Работа.
|